HACO A/S, a Danish family-owned company, is equipped for the future of wind energy by
installing its second large machine from Starrag. The company can now machine massive
rotor housings and brake discs for offshore wind turbines in the 14 to 15 MW class more
efficiently and precisely than ever before.
The small town of Rødekro in southern Denmark, close to the German-Danish border, is
developing into a logistical hub for the offshore wind industry. Its proximity to the port of
Esbjerg, northern Europe’s leading offshore wind hub – and the ports of Aabenraa and
Sønderborg – enables efficient transport routes for wind energy components. The close co-
operation between HACO and SM Industrie A/S, a supplier of steel wind energy
components, exemplifies sustainable logistics. The new machine duo will be used in a hall
on SM Industrie’s premises.
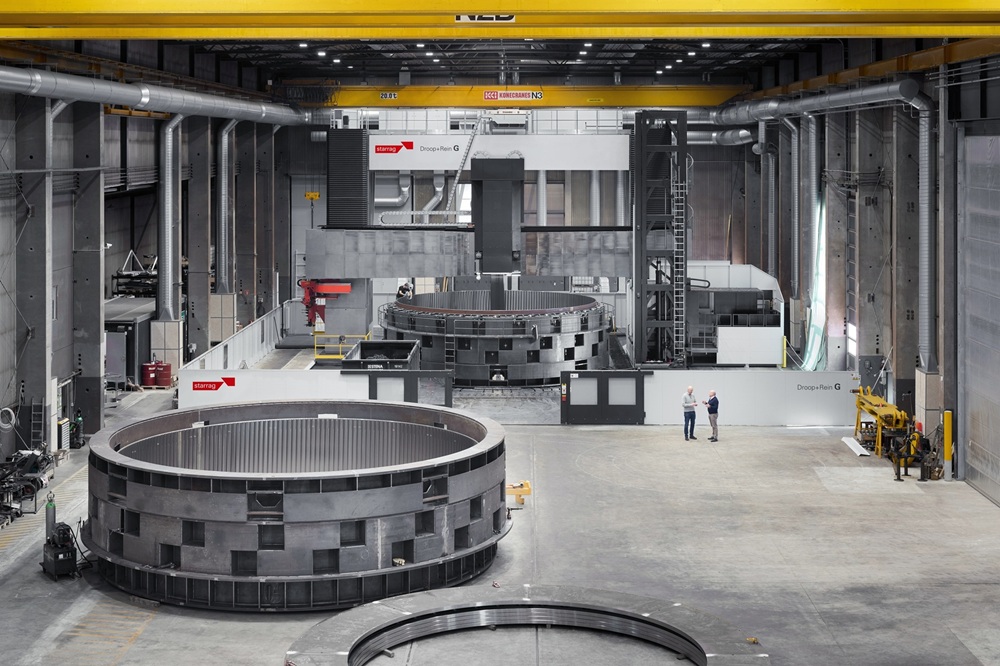
A large Droop+Rein gantry machine with a travelling gantry, capable of flexibly machining
very large workpieces in a single clamping operation, has been installed and running since
the beginning of 2024. Recently, it has been complemented by another very large Dörries
gantry machine with a fixed gantry and sliding base. Despite their differences, both
machines share the same core components, simplifying maintenance and operation.
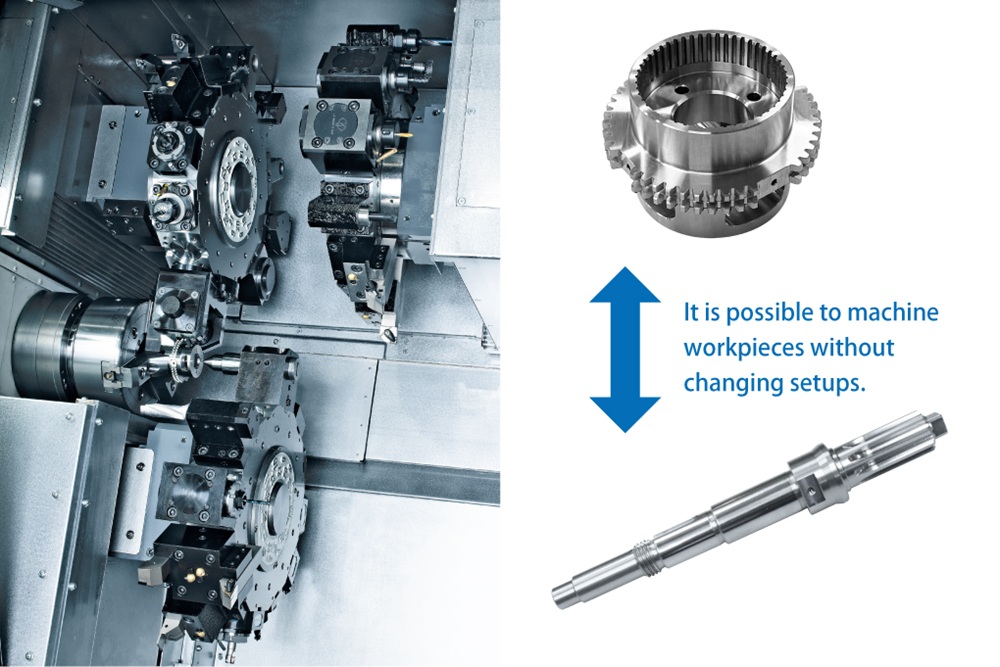
The new large gantry machine significantly expands HACO’s machining range. Thanks to its
enhanced main drive and increased swing diameter of the workpiece, it is now possible to
manufacture larger welded rotor housings and other substantial components with precision.
“Our two large machines – two true giants – are now in production,” says a delighted
Hubert Erz, senior consultant sales/renewables at Starrag. “We’re setting a new benchmark
in machining workpieces for gearless wind turbines in the 14 and 15 MW power classes. The
focus here is primarily on rotor housings, generator housings and brake discs, which
currently have a diameter of around 9 m and are manufactured with an accuracy range of
±0.1 mm.
The wind energy industry typically demands tight tolerances in its specifications for large
components such as rotor housings and brake discs.
Says Erz: “Regardless of machine size, it’s important to calculate and dimension the main
components precisely using modern design tools. We achieve the first static compensation
as early as the moulding stage.”
In addition, precisely adjustable mechanical components and electronic fine-tuning – as well
as a precisely designed machine foundation – consider static and dynamic loads.
HACO also prioritises production reliability and continuity. That is why the family-run
company deliberately decided against the latest Siemens control system. Instead, managing
director Henning Albrechtsen favours the tried-and-tested version: “We rely on proven
technologies, not only to ensure production reliability, but also the flexibility of our
employees.”
Albrechtsen opted to invest in programming and simulation. New post-processors with an
integrated simulation module from the Starrag UK subsidiary TTL enabled the team to
create NC programs in the main factory and simulate the machining process. This activity
included the generation of measuring programs in advance, significantly increasing
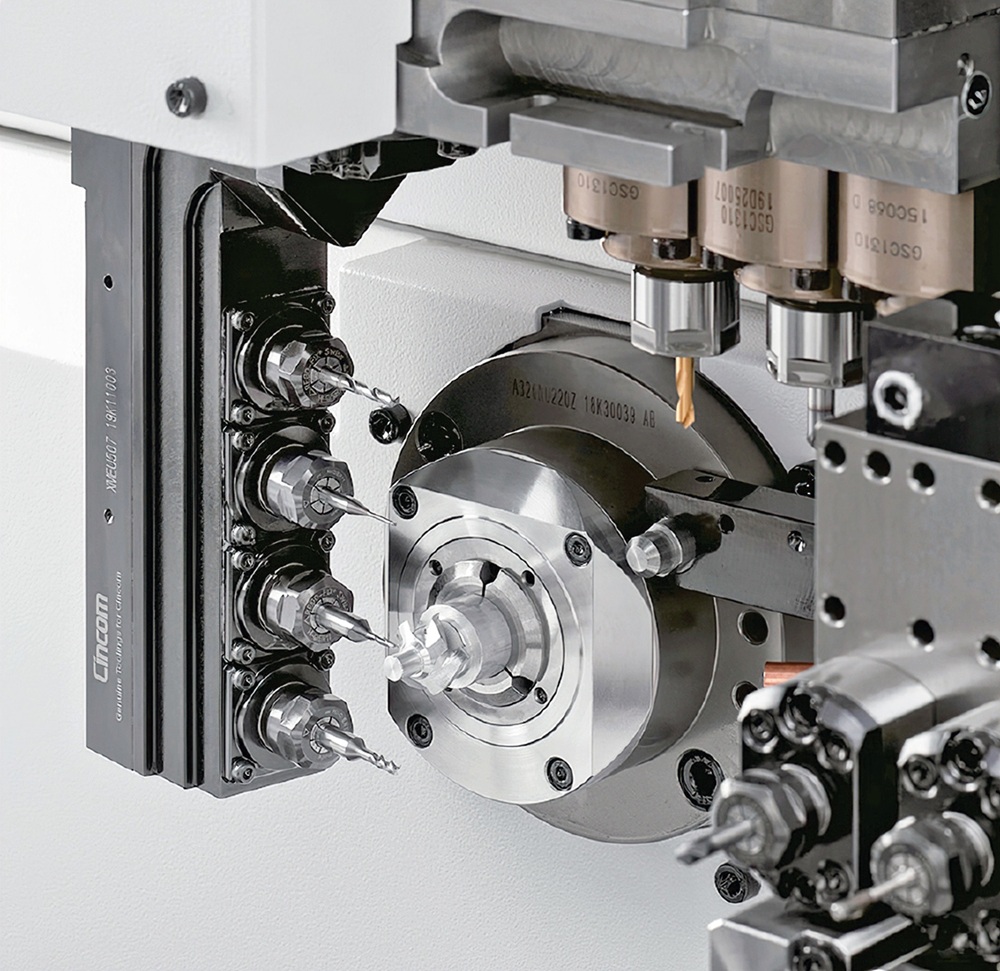
productive machine running time. In addition, the second machine was equipped with a
modern magazine concept with automatic loading and unloading of tools plus six machining
heads for turning, milling and drilling. This capability provides flexible and precise machining
of large parts in a single clamping operation.
The two 870-ton machines required a foundation capable of withstanding the enormous
static and dynamic loads necessary for precise machining. During the design phase, Starrag
implemented extensive assembly and handling precautions to ensure that these substantial
components could be transported and aligned accurately. A central feature is the two-
storey basement, which provides a stable base and facilitates access to central components.
HACO and Starrag also addressed this challenge collaboratively.
Starrag’s LPMS (Large Parts Machining Systems) business unit created the new machine duo.
This unit specialises in manufacturing solutions for large parts and is guided by the strict
criteria of the VDMA BLUECOMPETENCE label, which also had a lasting effect on the project.
Modern, energy-optimised components, advanced drive technology and the recovery of
surplus energy ensure reduced energy consumption at HACO’s plant in Rødekro. These
measures lower material consumption, reduce waste and optimise energy use – a
competitive advantage for industries that focus on sustainability.
The investment in two large machines offers excellent opportunities for machining current
and future large components in the wind energy sector. Notably, the intentionally chosen
flexible design and equipment of both machines impose virtually no limits on machining
large components.
“The courage of Henning Albrechtsen and his team is now paying off,” states Erz. “Together,
we’ve created a new plant that will enable our regular Danish customers to manufacture
future, larger generations of wind turbines and XXL components sustainably, efficiently and
reliably.”
Adds Albrechtsen: “For years, we’ve been practising complete machining with our Dörries
machines at our main site in Barrit, using as few clamping operations as possible, including
turning, drilling and milling. The experience flowed directly into the planning of our systems
in Rødekro. The larger the workpieces, the more complex the handling becomes. Reason
enough for us to develop a clamping device with which rotor housings, for example, can be
finished in a single clamping operation.
“Our machined components, from rotor housings, brake discs and stator laminations,
remain predominantly welded workpieces that will be manufactured in larger dimensions in
the future. At the same time, our product portfolio has expanded. In addition to traditional
parts, we now also machine castings, such as generator housings and adapter components
for connecting the nacelle and tower. This puts us in an ideal position to meet the
requirements of the next generation of wind turbines.”