



Creaform has released the latest addition to its MetraScan 3D line up. Pitched by Creaform as the fastest and most accurate portable optical CMM scanner, the MetraScan Black can be seamlessly integrated in any quality control, quality assurance, inspection, MRO or reverse engineering workflow. Moreover, the company says the device can be operated by users of any skill level in any type of environment.

The MetraScan Black dimensional metrology system has been developed to measure complex parts and assemblies from an array of manufacturing processes and industries, such as automotive, aerospace, power generation, heavy engineering, casting, forging, sheet metal, injection moulding and composites.
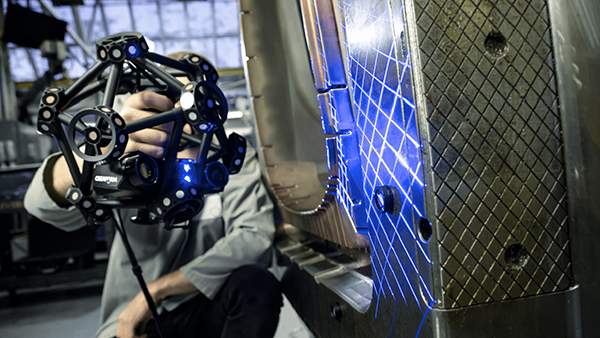
MetraScan Black features 15 blue laser crosses for larger scanning areas that take up to 1,800,000 measurements per second and perform live meshing, ultimately cutting down the time between acquisition and workable files. The device also features a measurement resolution of 0.025 mm to generate highly detailed scans of any object.
Accuracy of 0.025 mm is based on VDI/VDE 2634 part 3 to ensure complete reliability and full traceability to international standards. To enhance shop-floor accuracy, MetraScan Black features patented dynamic referencing that compensates for the instabilities of surrounding environments.
When paired with the Creaform HandyProbe, the MetraScan Black lets users harness the capabilities of both 3D scanning and probing for a complete, streamlined inspection process. Customers can choose from two models – Black and Black Elite – based on speed, part complexity and accuracy requirements.
“Product quality issues impact scrap rate, production ramp-up, production rate and downtime, ultimately affecting manufacturing costs and overall profitability,” says Guillaume Bull, product manager at Creaform. “Manufacturers need to rely on innovative 3D measurement technologies, like MetraScan 3D, to refine their product development and quality control processes.”
For further information www.creaform3d.com












