Hérige Group subsidiary Atlantem, a France-based producer of aluminium, PVC, wood and hybrid windows, as well as entrance doors, garage doors, gates and roller shutters, took the opportunity during the construction of its new, €20m factory at Saint-Sauveur-des-Landes in Brittany to optimise stocking and flow of materials.
To automate logistics in the manufacture of its products, the company chose German storage and sawing equipment manufacturer Kasto to supply an automated UniCompact honeycomb warehouse. The system reliably supplies long stock to around 15 workstations, while also managing the storage of remnants.
Atlantem employs 850 people at nine sites in France. In the 2019 fiscal year, sales amounted to €140m, making the company the leading supplier of products in this sector in the French market. The company delivers its products exclusively to construction firms and the building trade throughout France via four distribution channels. There is no export of products.
Business has grown steadily since Atlantem was established in 1995, partly through the acquisition of several companies.
Jérémy Jouvrot, manager of the continuous improvement department, says: “We face clear challenges to remain successful, as customers demand high quality at competitive prices. Our strength is to offer standard windows, doors and other products in all materials.”
Moving into new headquarters in Noyal-Pontivy last year was an important milestone in the company’s history. The new administration building was designed in collaboration with the staff and serves as a showcase for the expertise of the entire Hérige Group. Construction of the new plant in Saint-Sauveur-des-Landes on an 18,000 sq m site had already begun a year earlier for the production of multi-material windows and doors.
“We have created a highly networked factory,” says Jouvrot. “The Industry 4.0 plant is intended as a showpiece for our sector and will serve as a pilot project for the optimisation of our other manufacturing centres.”
His goal was to optimise processes within the new building and so he began looking for an efficient system for material storage and supply. A centralised system was needed for storing all of the company’s profile and feeding it automatically to sawing machines. Additionally, a dedicated station was required to allow the preparation of orders by picking from multiple cassettes. It also needed to be capable of sorting and storing profile returning from a coating unit.
Atlantem did not take the search for a suitable partner for this project lightly. The company created a specification sheet containing all important parameters for the new storage system and, before selecting a supplier, it visited about 10 users already equipped with various solutions available on the market.
“We selected Kasto as it offered efficient and highly automated options for storing profile,” says Jouvrot. “Furthermore, it has a subsidiary in France (as it does in the UK and elsewhere) and therefore a field service team was able to respond quickly if required.”
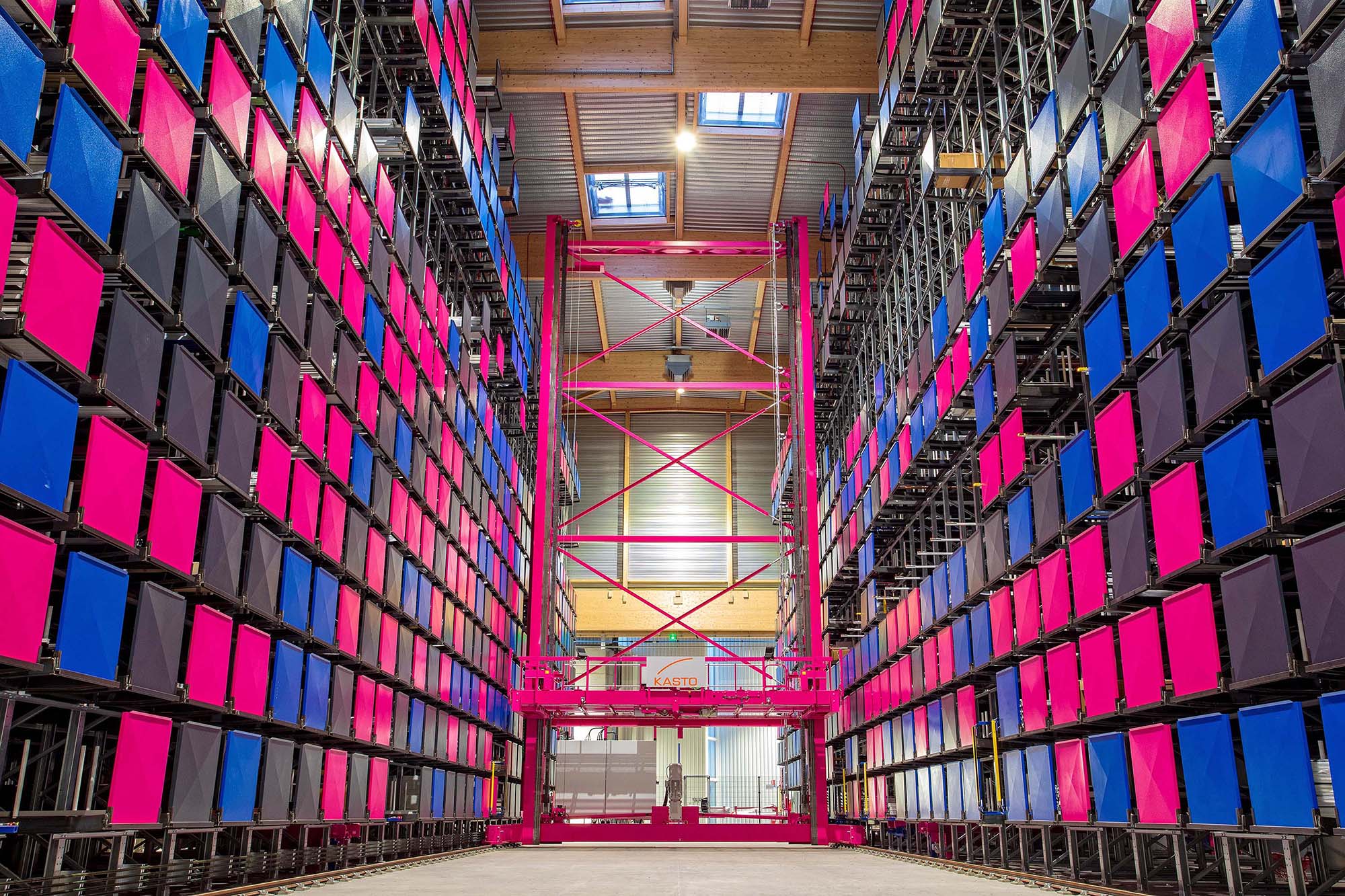
Kasto recommended its UniCompact honeycomb-type, material-to-operator storage and retrieval system, which starts at around 400 stock locations. It can be either a self-supporting silo structure with roof and wall cladding, or a stand-alone unit in existing buildings. The high storage density ensures efficient use of space.
Fast cassette cycles in fully automatic operation enable short retrieval times for efficiently supplying the machines processing the material. The storage system continuously maintains an inventory, allowing the economic picking of orders. Notably, the system is of modular design, allowing the quick implementation of modifications and capacity increases.
The installation in Saint-Sauveur-des-Landes contains 1504 storage locations and is 52 m long, 22 m wide and 16 m high. Each cassette measuring 6600 x 760 x 770 mm accommodates a maximum load of 1 tonne and enables storage of profile directly into the cassette or within customer racks.
The energy-efficient operating gantry crane (OGC), which handles two cassettes simultaneously, reaches speeds of up to 160 m/min in longitudinal travel, while the lifting beam moves at up to 50 m/min. Modern drive technology in combination with Kasto’s system software optimises its performance. Jerk-free starting and braking prevents profiles from shifting during cassette transportation. System control is via KastoLogic warehouse management software, which manages inventory data as well as machining orders.
Due to the modern graphical user interface, system operation is effortless by menu navigation. It shows error displays and diagnostics in plain text, so the user is able to assess the operating status immediately. A mobile, ergonomic operating panel with a 7-inch touchscreen allows manual movement of the OGC during maintenance.
The new storage solution has impressed the management team at Atlantem.
“Kasto has fully met our high expectations,” states Jouvrot. “The storage and handling system was installed and commissioned on time and on budget. It has significantly reduced employee workload. We prepare orders from several cassettes and the system runs smoothly and fully automatically. The control software, which links to our ERP system, arrived with modifications perfectly customised to our method of working. In addition, handling operations for feeding our machining stations have been simplified.”
In summary, he says that Atlantem will use Kasto again for future storage solutions at other sites. Clearly the supplier knows the user’s requirements but, more specifically, as its ERP system now has an interface to the Kasto software, it will simplify the implementation of future projects.
For further information www.kasto.com