Around 400 km of tube, 52,000 individual pieces, are installed in a single cruise ship: this is the sheer quantity that the Meyer Werft tube centre manufactures for every ship that Meyer Werft in Papenburg launches. Here, the German shipbuilder is once again relying on two new machines from Schwarze-Robitec. The machines ensure fast, safe and high-quality processing of tubes of various dimensions due to the use of multi-stack tooling, which eliminates a major part of the time-consuming tool-change process.
For more than 17 years, the Papenburg shipbuilder has relied on the tube bending machines from Schwarze-Robitec. Now, the tube bending expert has put two new machines into operation at Meyer Werft: a CNC 100 HD MW bends steel and stainless steel tubes with diameters ranging from 42.2 to 88.9 mm, while a CNC 220 HD MW handles the 114 to 219 mm range.
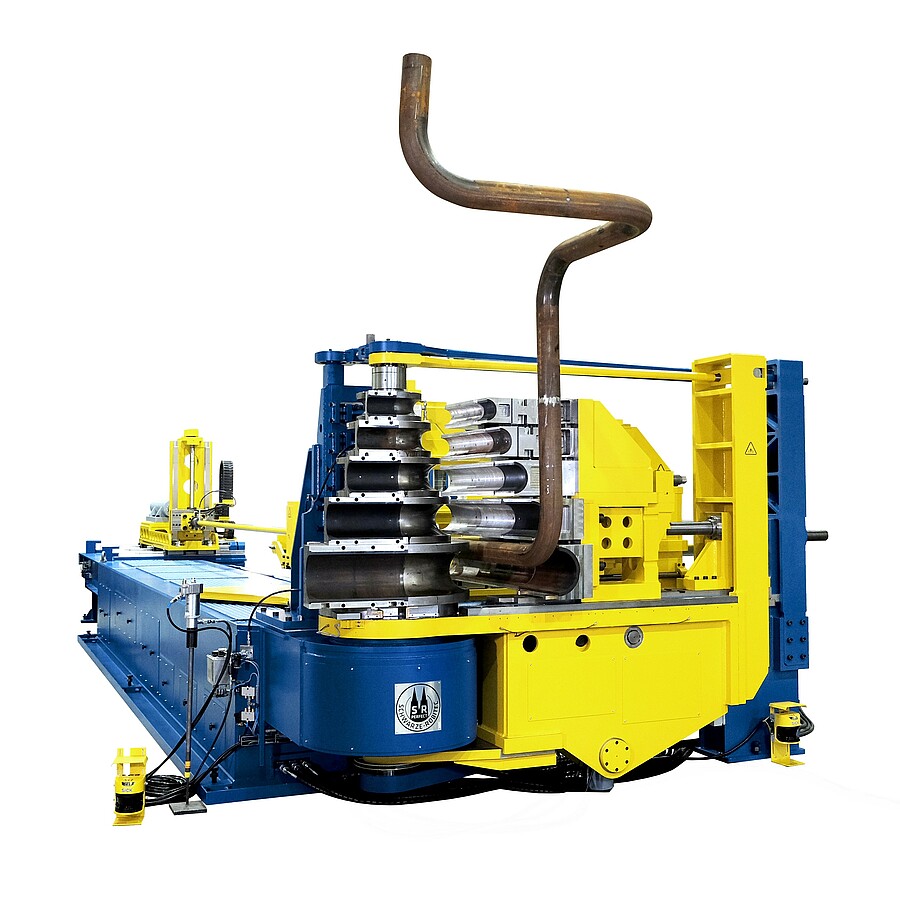
Both machines are equipped with a so-called five-stack tool tower in the respective diameter range, which allows the majority of the tools to remain set up simultaneously thanks to the multi-level tool design. It is thus possible to bend tubes of different diameters and wall thicknesses without changing tools.
Components such as the pressure die and clamping jaws, as well as the massive bending former, are very large and heavy for the tubes required by the shipbuilding industry. Changing by crane costs time and energy and involves quality risks for the bending outcome, as the tool needs re-adjustment each time. Only the bending mandrel and the collet inserts in the index head require changing by Meyer Werft for a different tube size. The company therefore benefits from enormous setup time savings and a steady, consistently high-quality bending result.
For further information www.schwarze-robitec.com