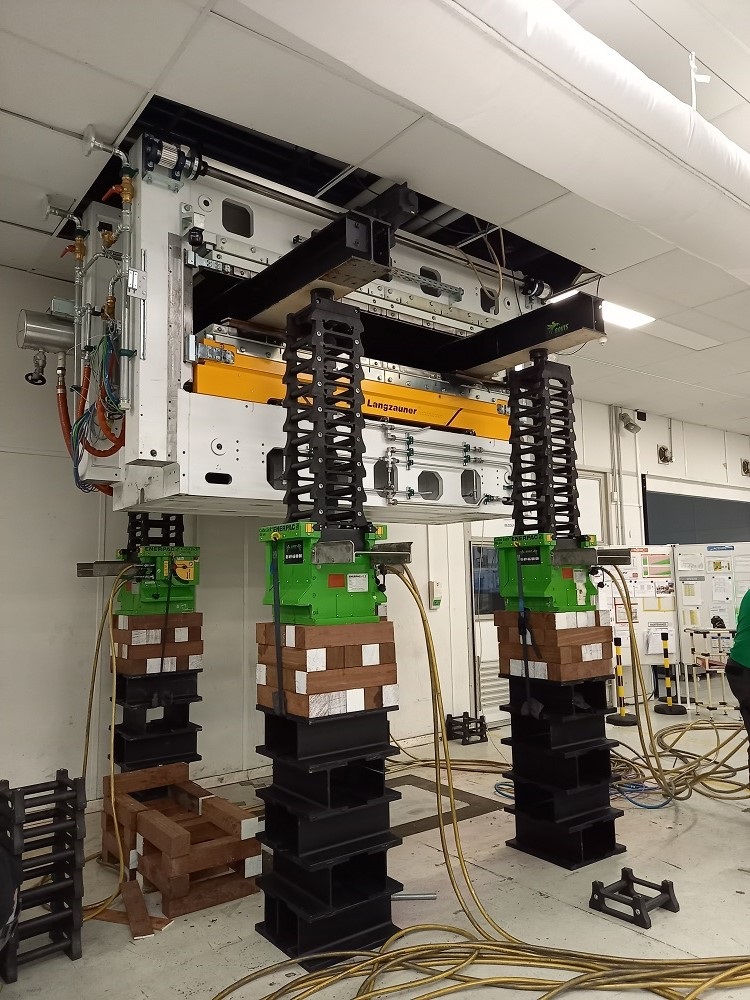
Faced with installing two 16-tonne presses, one on top of the other, with just 30mm headroom, French equipment installer Bovis Group used Enerpac cube jacks to successfully complete the work. By combining Enerpac SCJ-50 cube jacks with load-holding, wooden cribbing and jacking blocks, it was possible to lift and accurately position the presses were within the space available.
Bovis Group’s centres in Poitiers and Trinstal Equipements collaborated on this high-precision handling project for a manufacturer of electronics and advanced materials. The technical challenge was the space constraint. Using 3D modelling software, it was possible to develop a lifting scenario based on progressive jacking of the upper press to within 30mm of the factory ceiling. From this position, it lowered onto the second press to complete the press assembly.
For the vertical lift of the upper press, the Bovis team used four Enerpac SCJ-50 cube jacks connected to a split flow pump, providing synchronised movement of all four jacks. After the initial lift, Bovis supported the press using wooden cribbing and positioned the cube jacks on jacking blocks to repeat the lift. Once the upper press was at the correct height, Bovis used a 30 tonne hydraulic mover to move the lower press into position beneath the upper press.
“This was a very precise operation and demonstrated the lifting accuracy we can achieve with the Enerpac cube jacks,” says Jérôme Lebrequier, industrial project manager at Bovis Group.“Thanks to our meticulous planning, and the ease of using the cube jacks, we were able to complete the installation of both presses on the same day.”
For further information www.enerpac.com