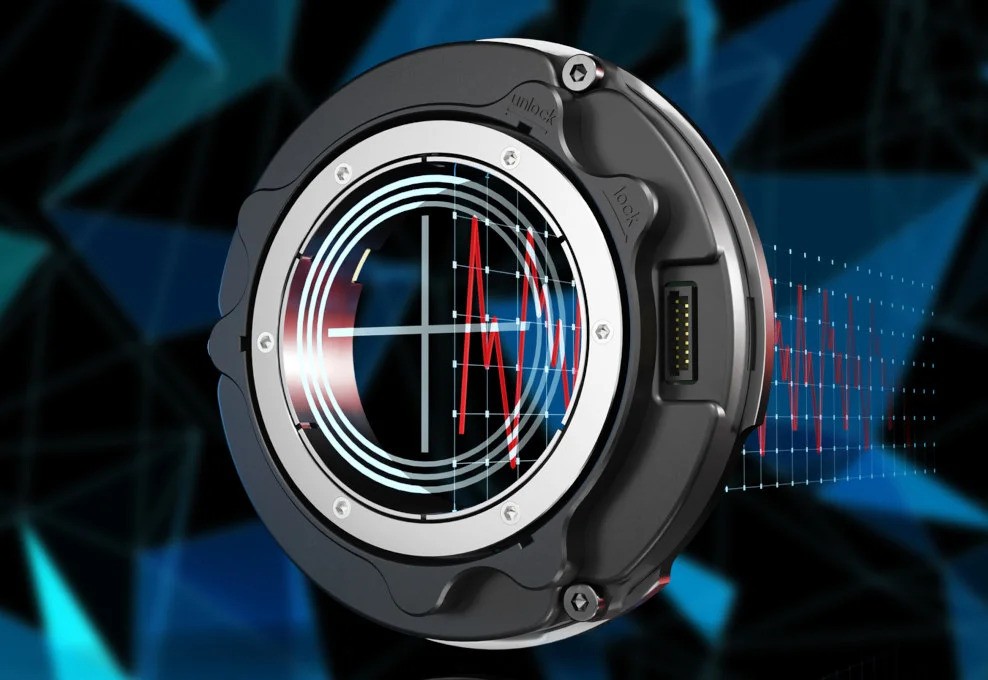
Featuring an integral accelerometer, the new Heidenhain ECI 123 Splus rotary encoder enables position measurement and vibration analysis in a single component. This added functionality simplifies condition monitoring and maintenance planning in high-wear automated systems.
Detecting vibration early on is vital for achieving smooth processes, optimal results and long service life in high-performance automation systems. The earlier the detection, the easier it is to prevent scrap, machine damage and system downtime. By integrating an accelerometer into a rotary encoder, Heidenhain is offering a new and convenient solution for detecting and analysing vibrations on rotating machine elements.
Users of the ECI 123 Splus benefit from combined motion control and condition monitoring on their rotating machine elements. Linking vibration data with position feedback makes it easier to determine the type and location of the vibration’s source. And for even more condition data, the ECI 123 Splus supports up to three connected external temperature sensors. The system reliably transmits all data for further processing via an EnDat 3 interface. This combination of functionality saves on additional vibration sensors while simplifying cabling and installation.
So how does it work? Well, the ECI 123 Splus measures machine vibration using a built-in three-axis accelerometer and a microcontroller for on-device analysis, including initial analysis for up to 64 orders. For Subsequent analysis, the encoder’s EnDat 3 interface transmits the purely serial data to the user’s downstream electronics. There, OEMs can segregate their analysis based on timing, type, trigger, speed range and measured axis, and monitor data over time for changes to the relevant orders.
For further information www.heidenhain.com