



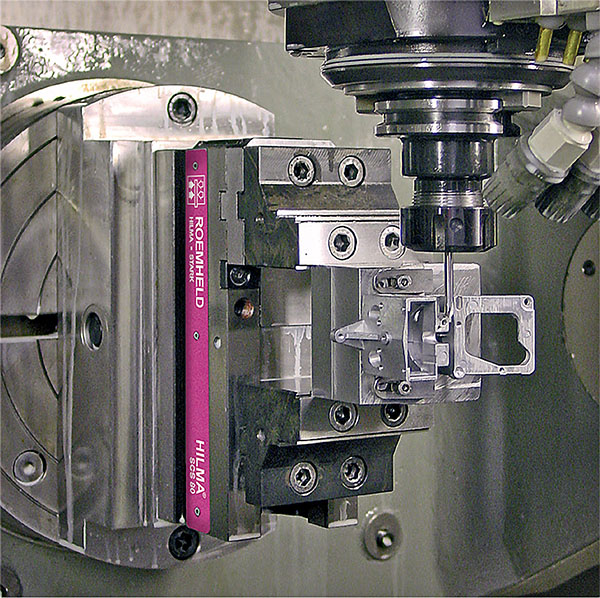
A range of compact work-holding systems suited to metal-cutting operations on five-axis machining centres has been introduced by Roemheld UK. The SCS vices are manufactured by the German group’s Hilma division in Hilchenbach.

Hilma’s fixed-jaw SCS vices are designed to allow good accessibility of tools to the component. It means that five-sided machining can be achieved without collision using short standard tools, lowering costs and improving workpiece accuracy due to the generation of less vibration.
Stable clamping systems and the high retention force resulting from the use of a reversible jaw mean there is no need to pre-stamp a workpiece before it is secured, even when it is clamped on just a few millimetres of material. Repeatability of positioning is to within ±10 µm.
The SCS work-holding systems have comprehensive swarf protection, so are suitable for use in multi-pallet prismatic machining cells. Operation is either mechanical, via a threaded spindle and torque wrench, or hydraulic, using a single-acting cylinder to effect the clamping pressure, with unclamping achieved by spring force.
Base lengths up to
350 mm are offered, with different clamping ranges to 300 mm, while clamping force is up to 40 kN at 100 Nm torque. A range of hardened and ground jaws, as well as soft jaws, in 80 and 120 mm widths to suit the various vice models, is available, as are customised versions in other lengths, or with individual mounting holes, including for zero-point clamping.
For further information www.roemheld.co.uk













