Leader Chuck International used the GTMA’s recent Manufacturing Solutions event in Limerick to launch the Norgren Adaptix vice jaws to attendees seeking improvements in productivity and the elimination of waste from their machine shops and tool rooms.
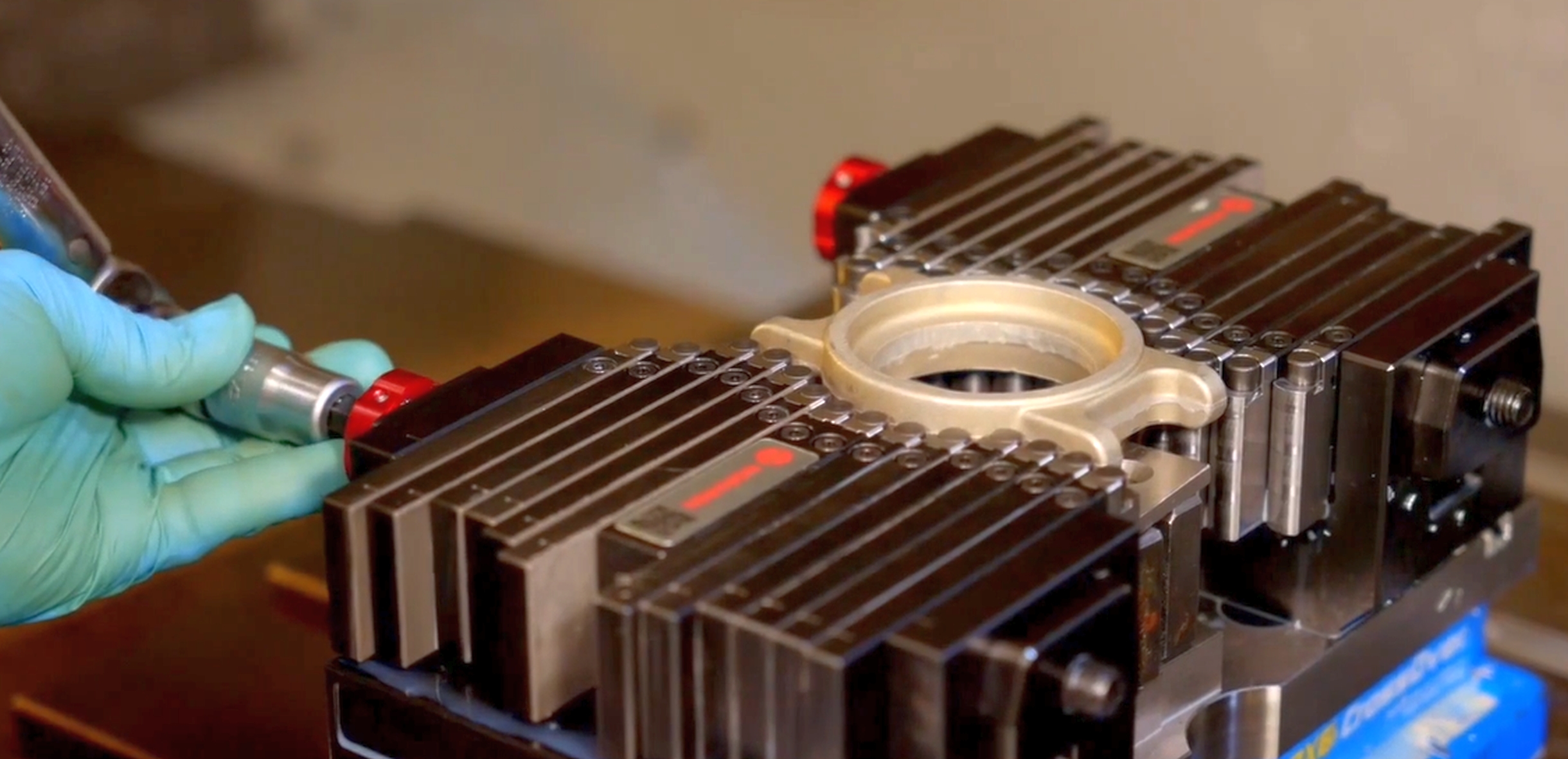
Adaptix vice jaws present a new method of holding and gripping parts for milling. With sliding fingers, it is possible to adapt the system to any part geometry, reducing the time and cost involved in the design and development of vice jaws or bespoke fixtures.
Managing director Mark Jones explains how Adaptix vice jaws can benefit almost any workshop: “For many, the challenge of securely holding shaped material requires vice jaws machined to match the workpiece geometry, whether it is a cast or forged billet, a pre-machined part for second operations, or even a component being repaired or reworked. Every production or workshop manager knows this takes time, to produce a CAD file or drawing, obtain the materials for the bespoke jaws and then machine them. All before you can start cutting the part and making money.
“With Adaptix vice jaws you simply set the fingers against the workpiece and lock them in position,” he continues. “You can be cutting material within a few minutes compared to half a shift lost to producing machined bespoke jaws. And there is no waste, as the Adaptix vice jaws can be reset time and time again to suit any job that comes in.”
Leader Chuck International is so confident in the gains presented by the system that it is offering a free 30-day trial for any company that meets the product mix criteria; and is currently producing soft jaws and wasting valuable machining time.
For further information www.leaderchuck.com