Following a recent partnership agreement, the full range of high-precision zero-point fixtures from Mate Precision Technologies is now available in the UK exclusively from work-holding and machining efficiency specialist Leader Chuck International.
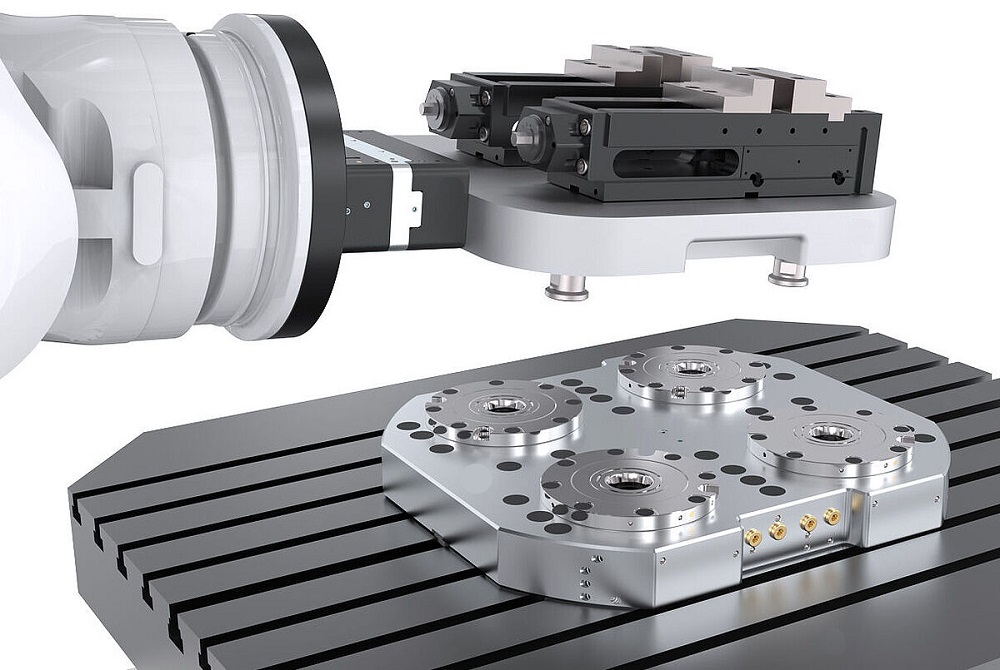
Being one of the latest players to enter the zero-point fixture market, Mate Precision Technologies was all too aware of the need to bring significant advantages over the competition when it launched its next-generation Dyno range.Consisting of DynoGrip vices, DynoLock base plates and DynoMount tombstones, the ethos behind the range stems from Mate targeting manufacturing efficiencies within its own workshop. With areputation for producing high-quality punch-press and press-brake tooling for manufacturers across the globe, the company employs around 300 highly skilled staff at it manufacturing facility in Minnesota, USA. So the need for machining efficiency gains comes from worldwide competition.
Extensive trials of the previous generation zero-point systems, available from established suppliers, under real life production operations, highlighted a number of limitations that Mate addressed with its new products.
Leader Chuck’s managing director Mark Jones explains: “With Mate’s extensive knowledge of the high-quality tool steels and fine tolerances used to produce its tools for sheet metalworking, it’s only logical that the same materials and processes are used for the Dyno range of fixtures. It’s why the company offers a ‘zero wear out forever’ policy across the range with a 100% unconditional customer satisfaction guarantee.”
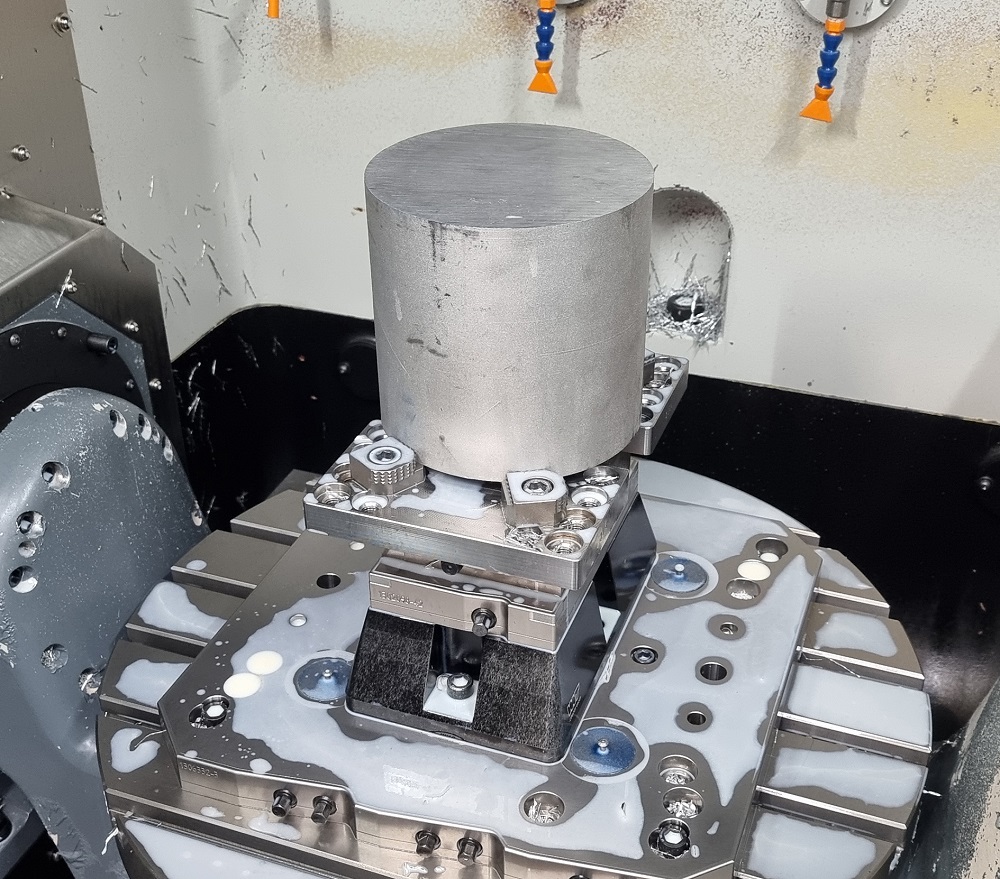
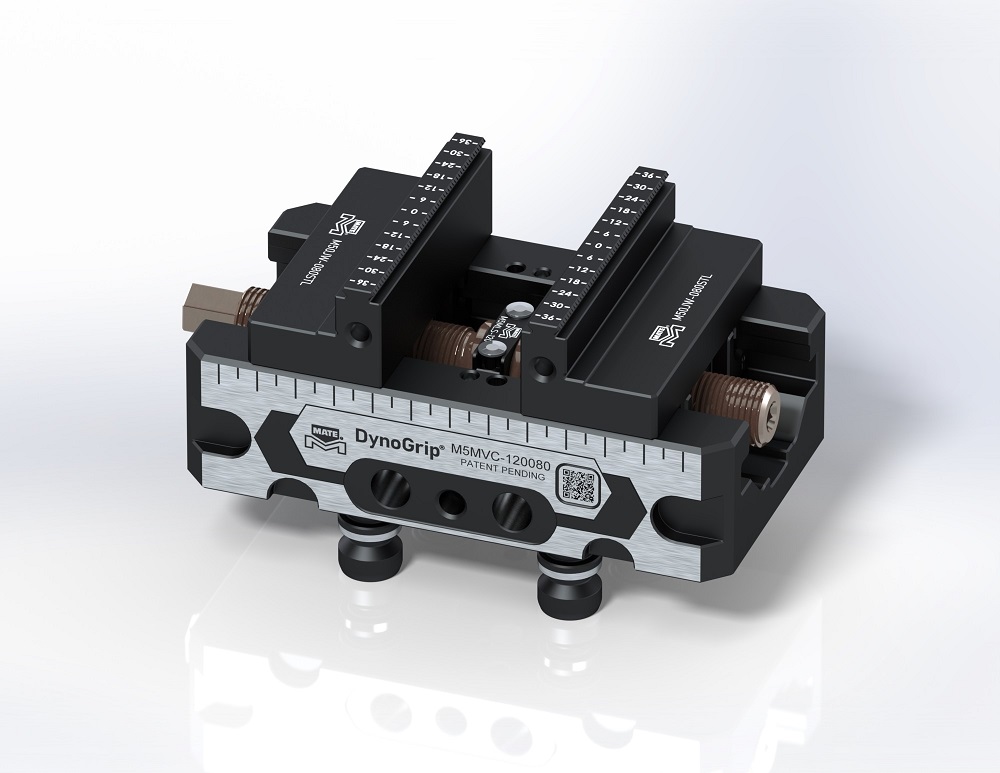
Mate DynoGrip self-centring vices, for example, shorten set-up time and reduce process variability. Two zero-point four-stud engagement patterns are available, 52 and 96 mm, which are compatible with other systems or can mount directly to the machine table via toe clamps or bolted through the body.
For further information www.leaderchuck.com