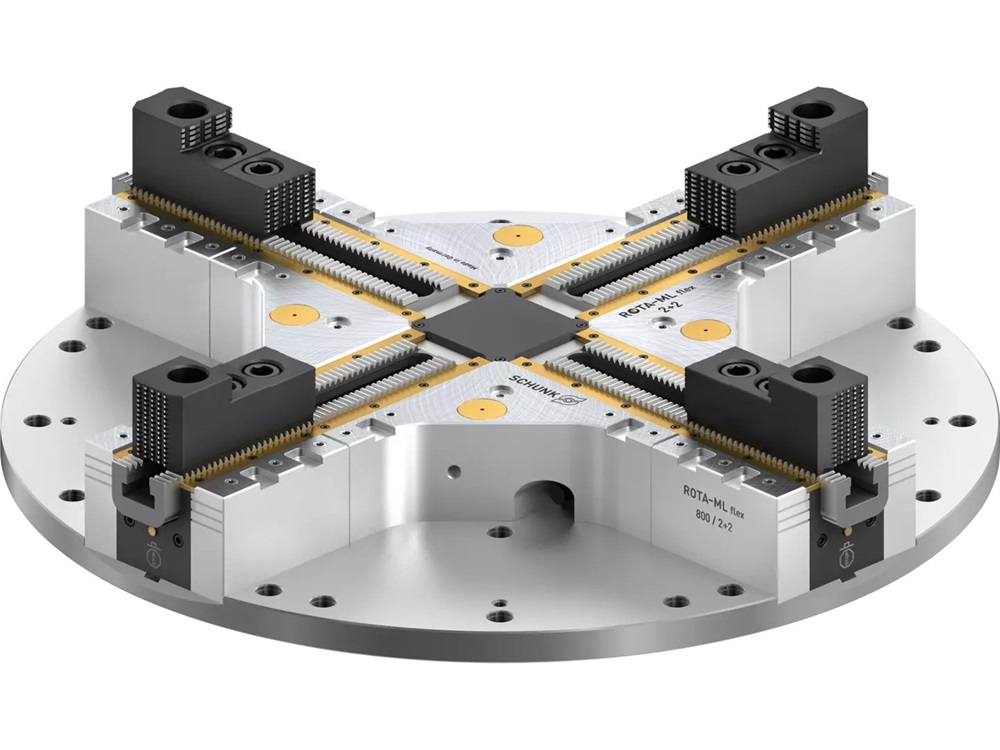
The ROTA-ML flex 2+2 four-jaw manual lathe chuck from Schunk has received a comprehensive facelift. The result is a lower, lighter and even more flexible product.
With the centrically compensating ROTA-ML flex 2+2, Schunk has had a low-maintenance manual lathe chuck in its portfolio since 2020. It allows almost all workpiece geometries – whether round, cubic or geometrically unshaped – to clamp precisely and efficiently on turn-mill centres. Its patented drive concept has a particularly large compensation stroke at 12 mm per jaw.
With a structural facelift starting from the 500 mm diameter model, the tool-holding and work-holding expert reduced the chuck’s height by up to 30%. This design change also reduces the chuck’s weight by up to 40%. The lower mass allows higher table rotation speeds, as well as the process-reliable machining of even larger and heavier workpieces. Users will discover that this revision increases the variety of applications available from a single chuck, while simultaneously enhancing machining efficiency.
The updated base plate of the chuck also supports more flexibility. Users can set-up ROTA-ML flex 2+2 lathe chucks quickly and easily on almost any machine table.
The lathe chuck continues to feature special seals on the guiding rails. The seals prevent grease wash-out and reduce the gradual loss of clamping force. Users therefore enjoy precise functioning of the lathe chuck, even when applying low clamping forces. A patented sealing concept protects the drive kinematics against dust and chips, thereby enhancing process reliability and extending maintenance intervals. Moreover, an indicator pin at each jaw signals the optimal clamping range for secure workpiece clamping.
Schunk offers the flexible manual lathe chuck in eight sizes, ranging from diameters of 260 to 1200 mm.
More information www.schunk.com