Welshpool-based Castalum, which is currently one of the largest die-casting companies in the UK, is relying on tooling solutions from Mapal to help it control cost per part for the products it supplies to the automotive sector.

Referring to the relationship with Mapal, Peter Radcliffe, chairman at Castalum, says: “We went into machining absolutely from scratch. However, we knew that Mapal were a good option in terms of quality and what they could supply in regard to both their advice and their tooling. So, we immediately chose them as a partner and it’s something we’ve never regretted. Right now, Mapal do not only supply us with tooling, they provide concurrent engineering advice for practically every quotation request that passes through the company.”
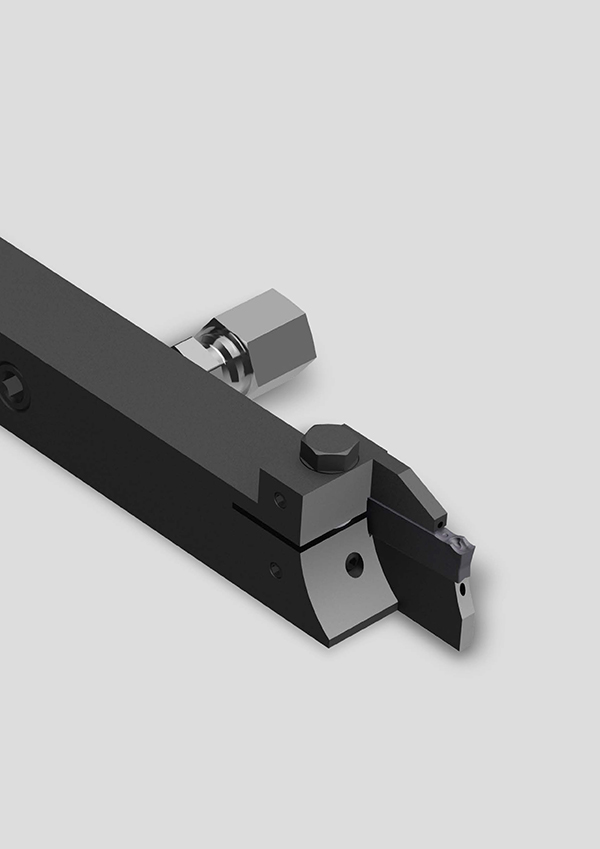
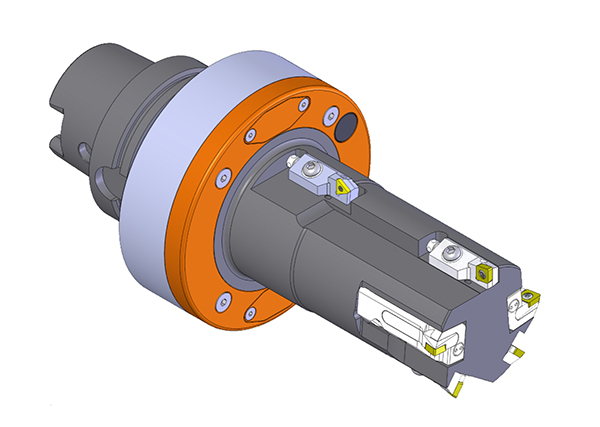
Mapal’s Ted Coyle adds: “When I first became aware of Castalum many years ago, they were only involved in castings. They then diversified into machining as many customers were asking for this service. Castalum got involved with Heller Machine Tools and their first job was a turnkey project. Heller works extensively on machining solutions for castings, like those undertaken at Castalum with Mapal on PCD tooling.
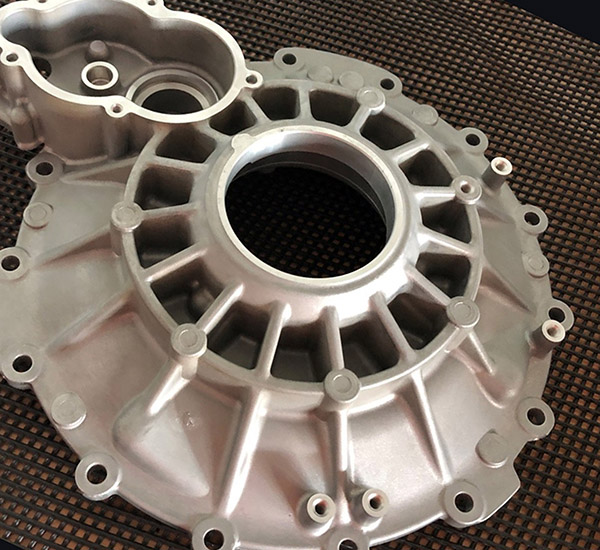
“We did the tooling on those initial projects and Castalum were then interested in approaching jobs on a ‘cost-per-piece’ basis,” he continues. “So, we came up with an offer to do components on this premise. The first work was the Trag 6 piece clutch housing. That worked very well and from there on in, we then started doing every project at Castalum.
“The next job was a BMW steering housing and then we did the MT82 gearbox rear case, the Georgio clutch/rear housing, and the B6 Plus, which is a larger derivative of the original B6.”
For further information www.mapal.com