Tooling expert Walter GB has announced additions to two product ranges that will generate benefits in deep-hole drilling and turning. The company’s solid-carbide X-treme Evo drill now extends to capacities of 16-30xD and offers deep-hole drilling without the need for pecking, while new CBN insert grades for machining ISO K and H materials complete the company’s CBN turning range.
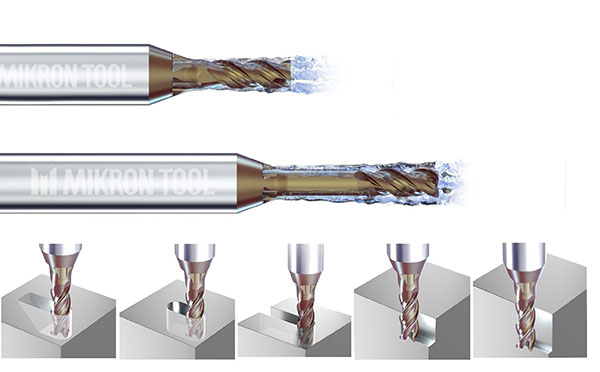
Part of the DC160 Advance range of drills – the successor to Walter’s Alpha 4xD drills – the new drills have optimised coating and geometry. Also featured is a thinner web with 140° point angle, while the fourth land is in an ‘advanced position’. The former ensures increased positioning accuracy and reduced centralised cutting forces; the latter optimises drill guidance. Furthermore, polished flutes optimise chip evacuation.
The drill grades (WJ30ET and WJ30EU) are also new. These grades comprise the K30F fine-grained substrate and a TiSiAlCrN/AlTiN multi-layer coating (as a point or as a complete coating). The layer structure makes the drills both tough and wear-resistant, as well as playing a crucial role in process reliability and performance. Walter offers the drills in intermediate sizes and in special dimensions, on request, via its fast-delivery Xpress service.
For turning, the new CBN indexable insert grades for ISO H and ISO K materials are WBK20 for finishing cast iron and WBK30 for high metal-removal rates in hardened steels (and for finishing with a heavily interrupted cut). Both grades are also suitable for roughing and finishing sintered steel. Walter offers the new grades in all of the most popular ISO sizes and radii.
For further information www.walter-tools.com