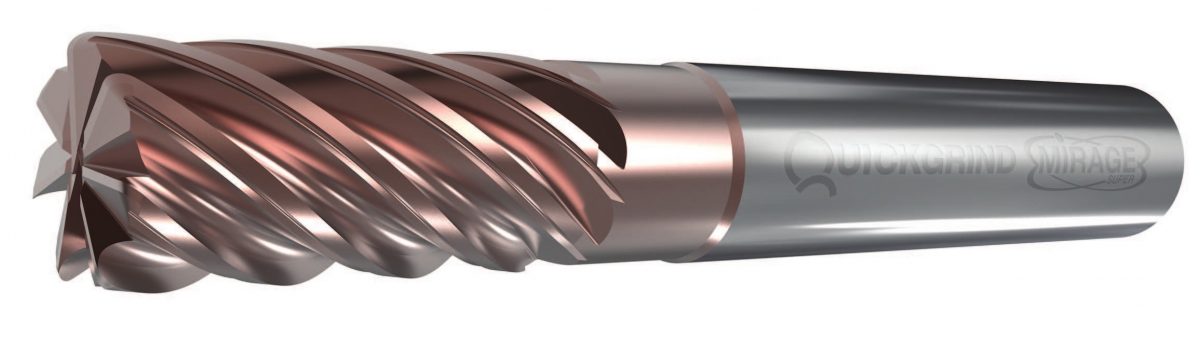

Quickgrind has extended its product offering with the arrival of the Mirage Super range of solid-carbide end mills. Designed for a multitude of applications in a wide range of materials, the new Mirage Super is available in standard or application-specific formats to give end users high-performance characteristics when cutting stainless steel, titanium and other superalloy materials.
Building upon the reputation of the existing Mirage series, Quickgrind has introduced its next-generation coating technology and combined it with the very latest micro-grain carbide substrate that increases performance, even on challenging materials such as titanium, Inconel or stainless steel.
The only boundary with regard to diameters, lengths or geometries for the Quickgrind Mirage Super is the machine tools that produce these high-end cutters. Mirage Super is available with four, five, six or more flutes in diameters from 3 to 32 mm, with any combination of edge preparation radius, chip breaker, through-coolant or neck reduction. Suitable for trochoidal milling applications on challenging materials, the Quickgrind Mirage Super can achieve full flute engagement at 3xD.
This performance arrives by way of the new XRed-SL coating technology that has been developed using advanced arc technology which Quickgrind is introducing in this new cutting-tool range. The process deposits coatings at far higher energy levels than possible with conventional arc sources, providing a significantly increased coating density that leads to improved abrasion resistance and reduced tendency for chipping at the cutting edge. This coating also has fewer growth defects and this results in a smoother surface, which can be improved further with the appropriate post-treatment.
It is possible to regrind and recoat the new range a number of times.
For further information
www.quickgrind.com