Walter has expanded its D4120 drilling line to introduce 2xD, 3xD, 4xD and 5xD dimensions, therefore superseding the B4000 Series Xtra.tec insert drills.
Regarded as a flexible all-rounder, the extended D4120 indexable insert solid drill line is available in a range of diameters that span from 13.5 to 59 mm. The product expansion now incorporates the D4120-02 2xD and D4120-03 3xD drills for creating holes from 13.5 to 41.3 mm diameter, as well as the D4120-04 and D4120-05 4xD and 5xD drills for holes from 17 to 59 mm diameter.
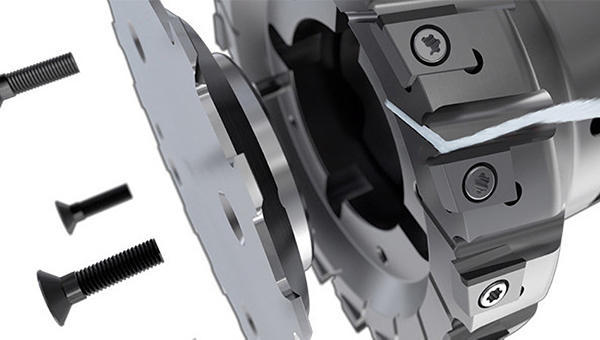
The drills feature outer and centre inserts that ensure precision balancing of the cutting forces to maximise productivity. To this end, the centre insert is slightly larger than the outer indexable inserts, which are equipped with a corner protection chamfer. As well as providing greater process reliability, this design plays a crucial part in increasing precision levels, stability and reducing drilling noise. Adding to process reliability is a hardened and polished drill body design that offers increased protection against friction in operation, and an improved coolant channel design that allows the flow of 25% more coolant than previous drills.
Walter is also now offering inserts with a wiper edge for high-quality surface finishes. The drill body features two through coolant channels and a measuring collar for easy drill identification, even when assembled. Polished flutes and a hardened surface further optimise chip evacuation and wear resistance.
The combination of the D4120 drill body and the four-edged indexable inserts offers users cost-efficiency advantages and high levels of flexibility thanks to a co-ordinated system.
For further information
www.walter-tools.com