A new generation of tools for grooving and cut-off milling is now available from tooling manufacturer Horn. The cutter bodies are available from stock as side, shell and screw-in milling cutters; the two latter variants being equipped for internal coolant supply. Special surface treatment offers protection against abrasion from chips.
Horn offers the side milling cutters in diameters from 80 to 200 mm, while thegrooving width is optionally 5, 6 or 8 mm. As shell mills, the tools are available in diameters from 63 to 200 mm and with identical grooving widths. Horn’s screw-in cutters are for a groove width of 5 mm and come in diameters from 40 to 63 mm as standard. The effective number of teeth of depends on tool diameter and ranges from two to 13.
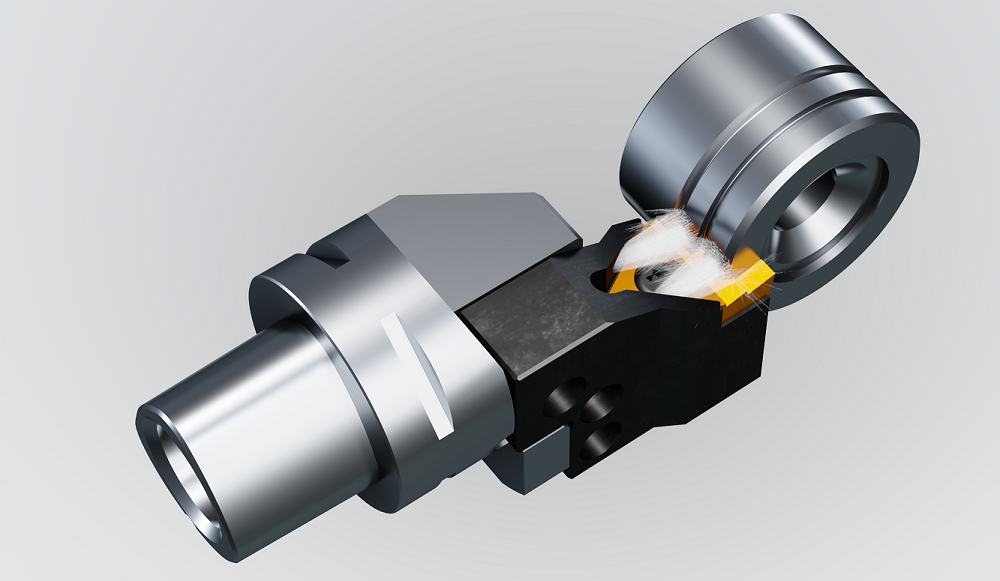
The M475 system employs precision-ground, indexable inserts with four cutting edges. Positive geometry and a round chip-breaker groove together with a new grade, RC4G, deliver economical, productive machining performance. New also is the availability of an RC4 coating applied using high-power impulse magnetron sputtering. It provides high toughness and hardness to enable the machining of steels at elevated cutting speeds, leading to increased insert life.
For further information www.phorn.co.uk