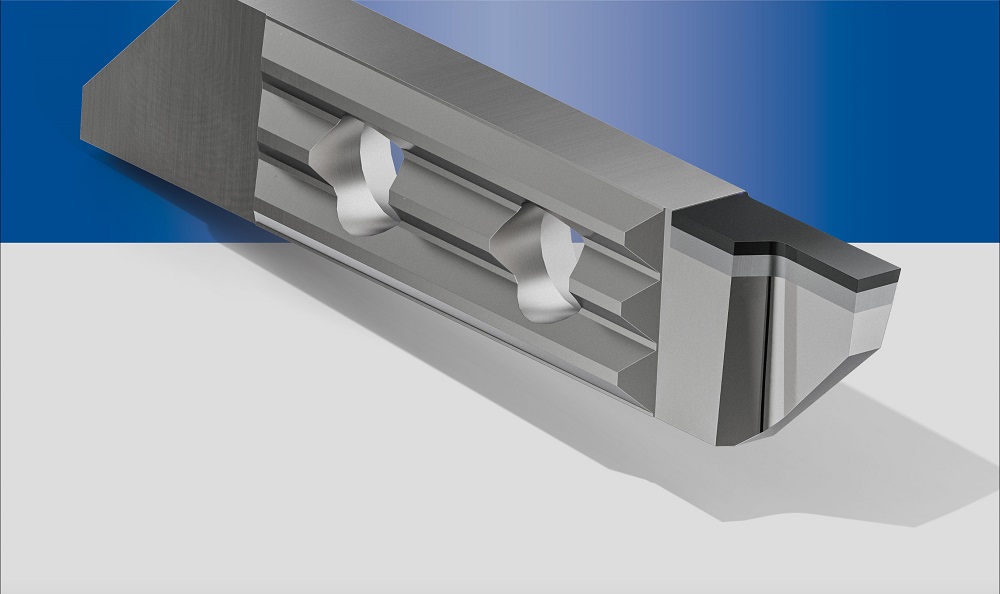
Guhring is extending its Diver end mill series into the micro-machining sector. Claimed as the ‘smallest diver in the world’, the new RF100 Micro Diver end mills provide plunging and milling in a single tool. Available in two variants, the 6808 and 6809, the RF100 Micro Diver features a symmetrical drilling face for stability when ramping and drilling, a new transition geometry to improve rigidity, and a special flute form that further enhances rigidity and eliminates vibration.
The RF100 Micro Diver 6808 series is a three-flute solid-carbide end mill suitable for cutting materials up to 48 HRc at depths up to 2.5xD. With a 40° helix angle to evacuate chips from the work area when conducting high-speed machining, the 6808 series is available with a H5 4 or 6 mm shank diameter and a H8 cutting diameter from 0.79 to 3.175 mm with a multitude of dimensional increments available. This range has an overall length from 38.1 to 50.8 mm and a cutting length from 1.97 to 7.93 mm, with the choice of four or six peripheral through-coolant channels available. To enhance tool life further, the end mills incorporate a 45° corner chamfer to prevent edge chipping when machining challenging materials.
Guhring’s new RF100 Micro Diver 6809 series is for the machining of pockets and slots up to 5xD. Like the shorter length variant, the 6809 series offers the choice of four or six peripheral through-coolant channels, a H5 4 or 6 mm shank diameter and a 45° corner chamfer to prevent edge chipping. In comparison to the shorter 6808 variant, the 6809 offers an overall tool length from 45 to 57.15 mm with a 5.00 to 15.87 mm cutting length.
For further information www.guhring.co.uk