Machine tool manufacturer Bavius Technologie GmbH was able to achieve impressive material removal rates of over 20 l/min on its new high-end HBZ AeroCell 160 model with a new generation of high-volume milling cutters from Mapal. The result of this successful collaboration comes at the right time for the aerospace industry, which is taking off again following the downturn caused by Covid-19.
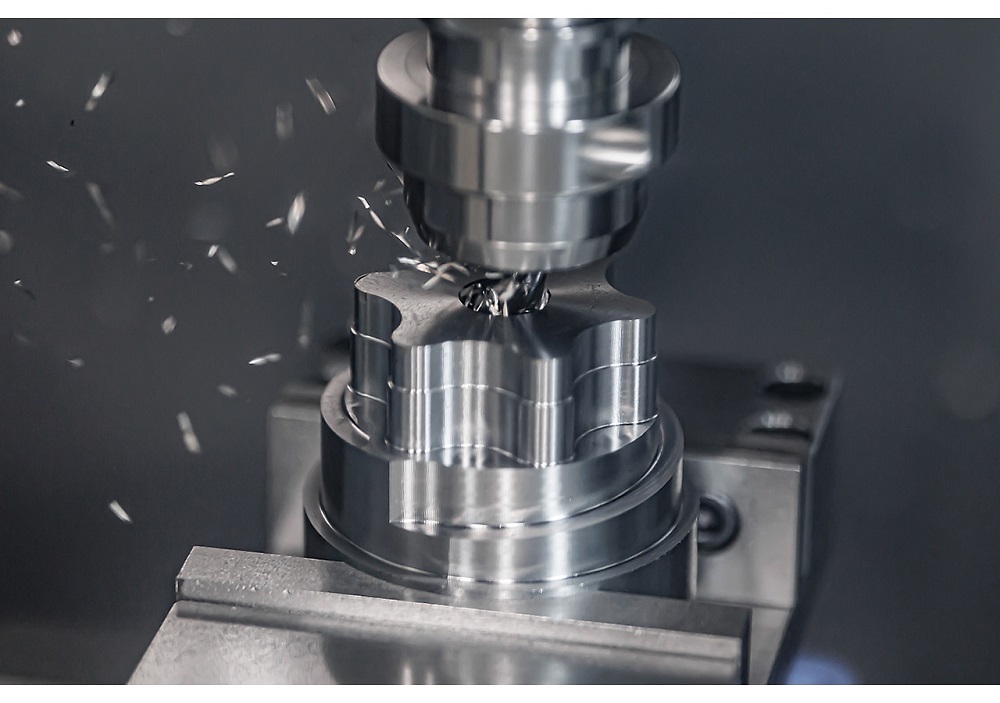
In order to test new machines and at the same time provide customers with references, Bavius carries out milling tests that push them to their limits and beyond. Here, the OptiMill-Alu-Wave, new and improved version of the solid-carbide roughing cutter from Mapal, was selected to showcase the HBZ AeroCell 160. For the tests on aluminium workpiece, the milling cutter with the largest available diameter of 25 mm ran with a spindle power of up to 175 kW, a torque of 66 Nm and a material removal rate of 30 mm.
At a spindle speed of 25,465 rpm and a cutting speed of 2000 m/min, the spindle power was gradually increased. Slot number 6 delivered the best material removal rate with a record-breaking 20 l/min.
“With the 25 mm OptiMill-Alu-Wave, we have achieved a new dimension in aluminium machining,” states Stefan Diem, application engineer at Bavius. “The milling cutter is definitely better than anything we have used previously.”
Bavius used the Safe-Lock system as pull-out protection.
“In this speed range, symmetrical pull-out protection is very important in order not to create imbalance,” explains Tim Rohmer, product manager – solid-carbide milling tools at Mapal. “A Weldon flat, which is often attached to such tools as pull-out protection, is the wrong solution here. To guarantee the smooth running of the machine, there’s no way around careful balancing, even with symmetrical tools.”
For further information www.mapal.com