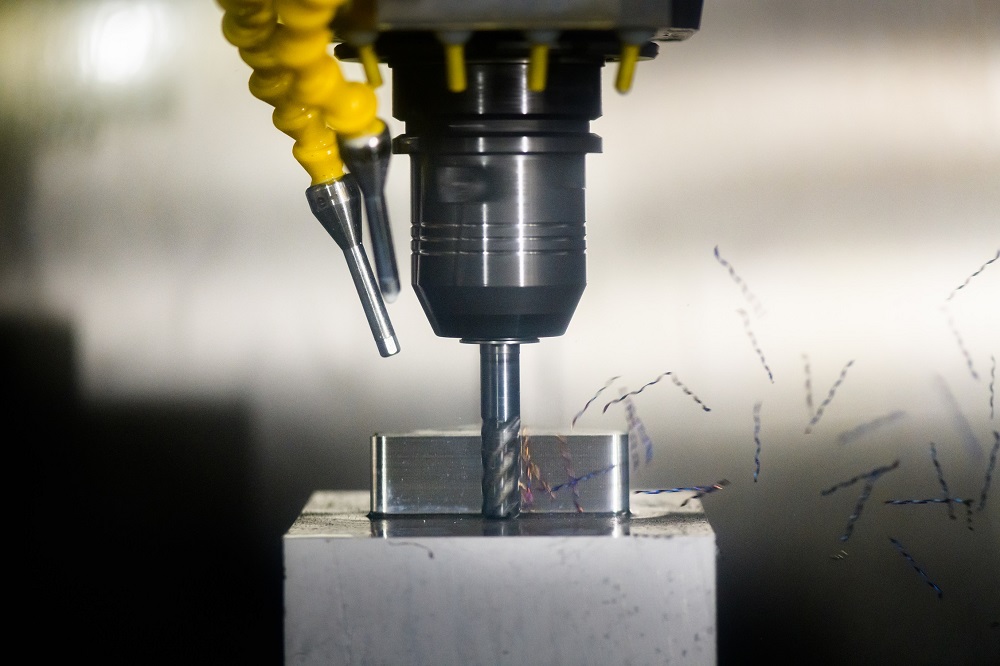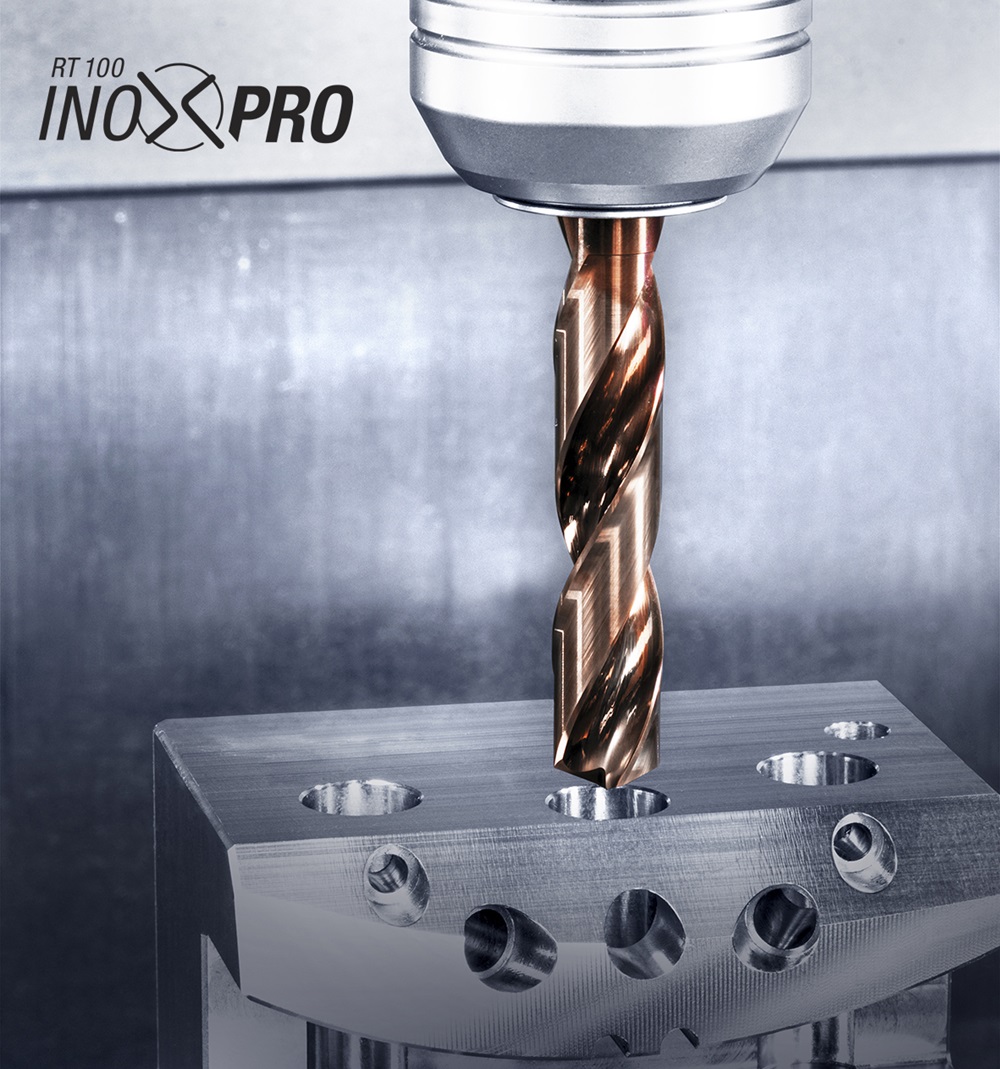
Guhring premiered a host of new cutting tool innovations at the recent MACH exhibition in Birmingham, UK. For instance, the company gave a show debut to its RT100 InoxPro range of solid-carbide drills for stainless steel and titanium alloys. When machining these challenging materials, tool wear can be a formidable opponent to productivity and performance. According to Guhring, the new RT100 InoxPro overcomes these challenges with new geometry that optimises chip formation. This design combines with an ultra-smooth Perrox coating that enhances wear protection and an optimised carbide substrate that delivers a balance of hardness and toughness.
Available in 3xD, 5xD and 7xD variants and from 3 to 20 mm diameter in 0.1 mm increments, the company says this through-coolant series will improve feed rates and tool life by more than 50% while enhancing process control and chip evacuation.
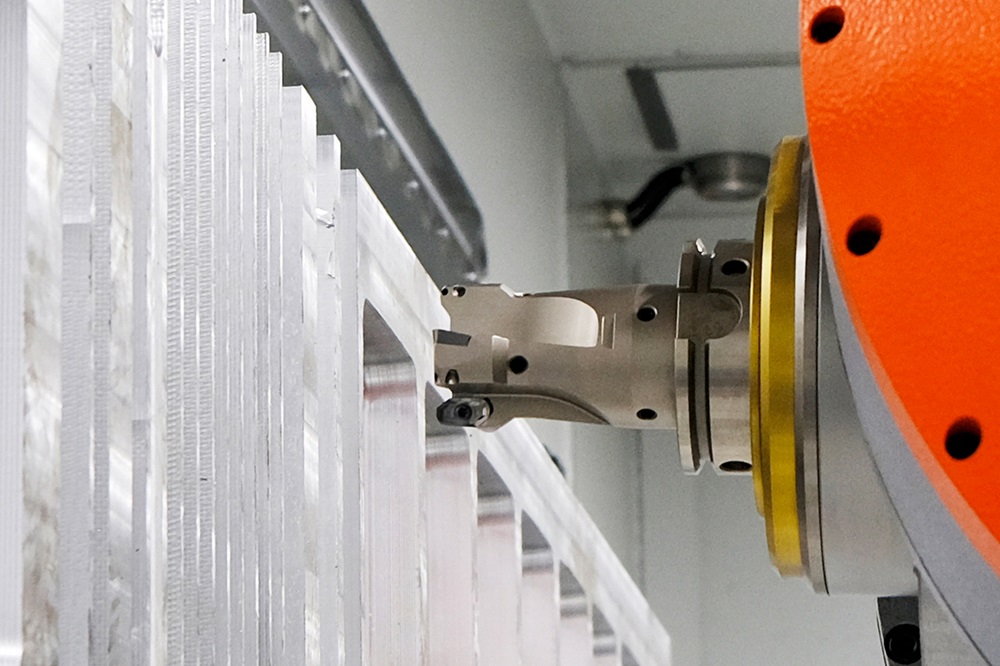
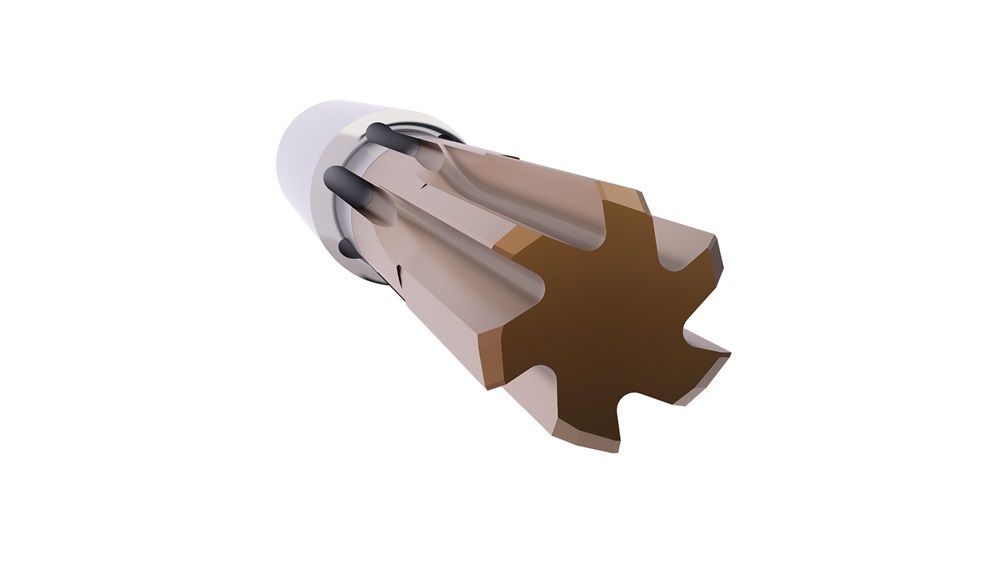
The milling portfolio from Guhring continues to rapidly expand. Since the previous MACH show in 2022, the manufacturer has added a wealth of innovations, including the new SkyLiner series of end mills for the rough and finish-machining of aluminium and non-ferrous materials. Especially suited to pocketing and wall applications featuring thin-wall sections with depths up to 3xD, the new Alu RF100 SkyLiner F delivers smooth surface finishes at high feed rates, reports Guhring.
This three-flute tool is offered in diameters from 6 to 20 mm with axial through-coolant ducts, a 0.2 mm corner radius and a variable helix that makes the range suitable for finish milling. Accompanying the Alu RF100 SkyLiner F at MACH was the Alu RF100 SkyLiner R for rough machining in aluminium.
More information www.guhring.co.uk