



Bodor Laser showcasedits latest laser cutting solutions, including the company’s new scanning cutting feature, at the Global Industrie trade show in Lyon last month. On the stand was a P3 12kW sheet fibre laser cutting machine and a T230A 3kW fibre laser tube cutter. The company presented live demonstrations of its new scanning laser cutting, a new technical innovation applied to the P3 12kW model. Bodor machines are available in the UK from World Machinery.
Bodor scanning laser cutting technology tackles long-existing pain points in the metal fabrication and laser cutting industry, such as poor processing efficiency of non-ferrous metal, damage to the beam from the highly reflective material batch process, and limited output power of laser cutting equipment.
With an optical system device, optical path spatial programming technology and patented process algorithm, scanning cutting enables a significant increase in cutting material thickness with the same machine power band,while also delivering a substantial enhancement in cutting speed.
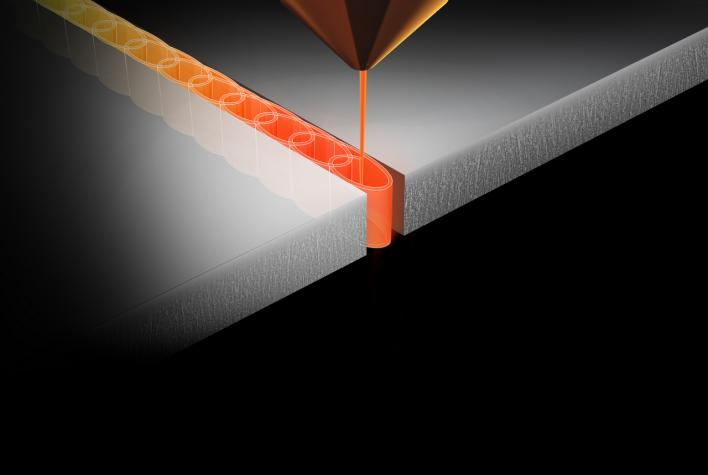
The secret behind Bodor scanning cutting lies in dynamic spot cutting, with the spot travelling 30 m for every 1 m of cut, which significantly increases the efficiency of the laser energy absorbed by the material being processed in contrast to static spot cutting.
Amelie Yu, regional sales manager (France) at Bodor Laser, says: “Compared with conventional laser cutting machines, the same power laser scanning cutting machine achieves a cutting thickness increase of 100% and cutting speed of 180%. Scanning cutting as a new technical feature makes Bodor’s laser cutting solutions a real game-changer in processing thick and highly reflective materials at fast speeds with minimised costs.”
For further information www.worldmc.co.uk









