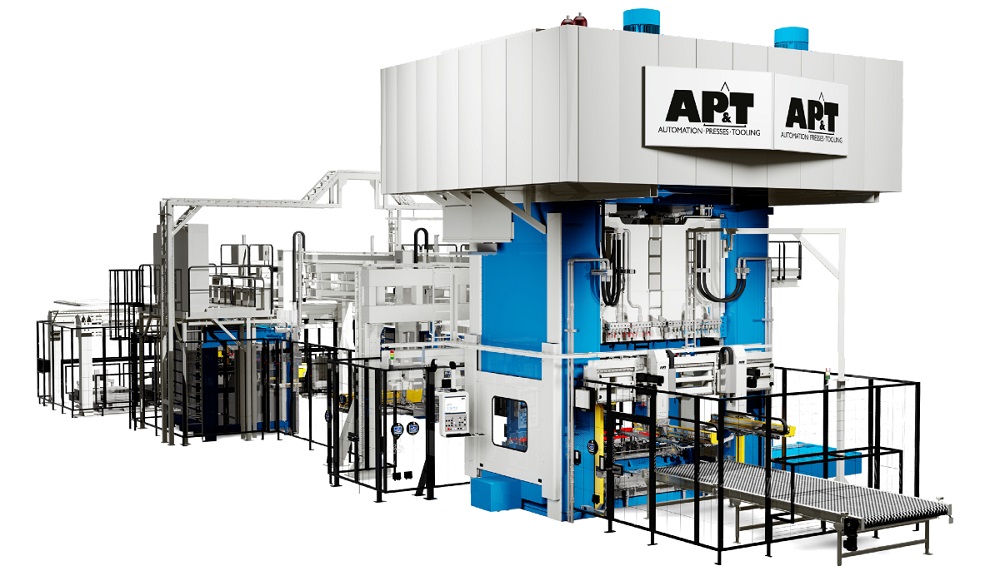
When metal manufacturer AP&T needed an automated solution to monitor the heat distribution during the shaping and pressing of vehicle parts, it turned to Termisk Systemteknik. The answer was a non-contact temperature monitoring solution using thermal imaging cameras from Teledyne FLIR.
AP&T needed a solution to measure and monitor sheet materials before and after pressing. It is necessary to guarantee even heat distribution from the furnace before pressing the sheets, an exact placement of the sheets, and to ensure that there are no hot spots after the sheets cool in the press tool. Failing to meet any of these three conditions means the safety-relevant components will not reach their required mechanical properties.
Termisk designed an Infrared Press Hardening Analysis (IPHA) vision system that can measure the three main factors affecting sheet pressing quality: temperature before and after pressing, and sheet placement in the press. Using Teledyne FLIR thermal imaging cameras mounted to the sides of press machines, the IPHA system 1/3 measures the temperature of metal sheets using the Teledyne FLIR A70 smart sensor camera or Teledyne FLIR A615 camera, depending on the required image quality.
The set-up ensures accurate measurement of the temperature for the whole surface area of the 3D-shaped sheet. Once pieces are inside the press, the press-line controller system signals to IPHA to take an image and analyse it. With the positioning and temperature determined as OK, the system sends a signal back to the press line to proceed. Similarly, it then measures the sheet temperature and inspects heat distribution after pressing and cooling. The high-resolution thermal images make it quick and easy to identify hot spots and measure the areas where the material has not reached the correct temperatures.
For further information www.flir.co.uk