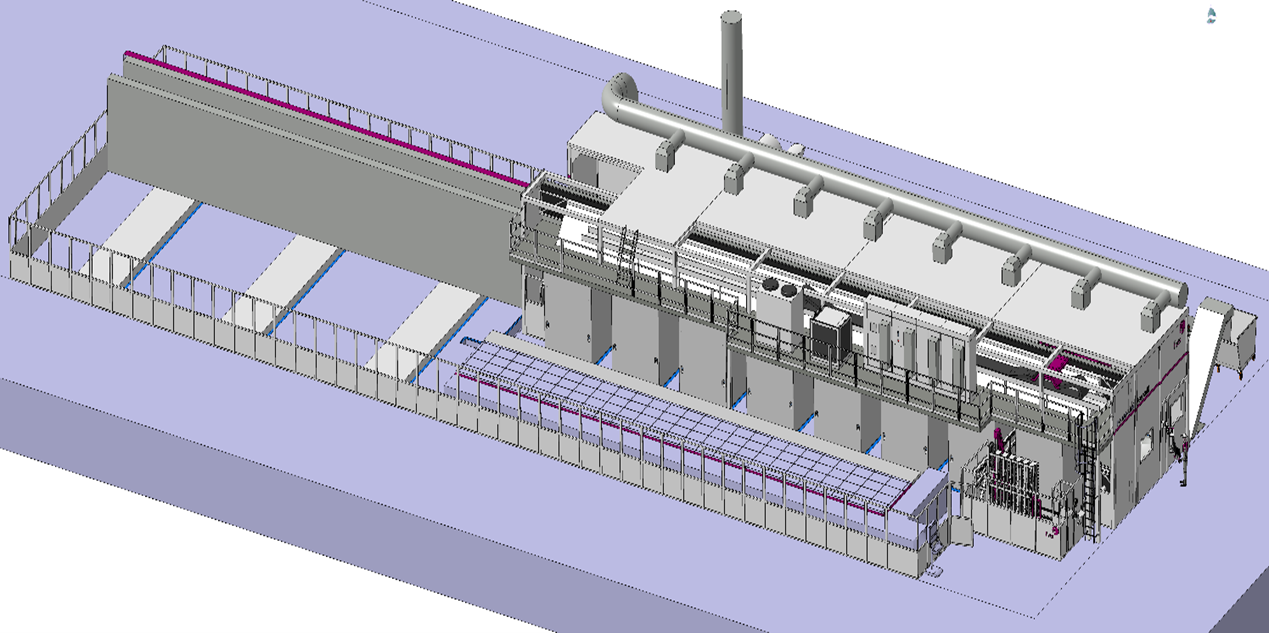
30-taper vertical machining centre (VMC) manufacturer, Brother, has introduced a new five-axis model with a swivelling rotary table. Despite having a nominal footprint of just 1.5 x 2 m, the Brother Speedio U500Xd1 is capable of multi-face machining of components up to 500 mm diameter by 270 mm high, and weighing up to 100 kg.
Combined with a 28-position magazine for tools weighing up to 4 kg and either a 10,000 rpm/18.9 kW or 16,000 rpm/15 kW spindle with a face-and-taper interface option, Brother says that the production centre redefines machines in this class and is aimedsquarely at competing with 40-taper machining centres.
Sole sales and service agent in the UK, Whitehouse Machine Tools, points out that there is little competition to the machine on the market in terms of its operating speed. Rapid traverse is 50 m/min in X and Y, and even faster in Z, which accelerates at 2.2 g up to 56 m/min. Chip-to-chip time is 1.3 seconds, or faster still if a 14- or 21-tool magazine is fitted. Cutter exchange and axis motions take place simultaneously to minimise cycle times.
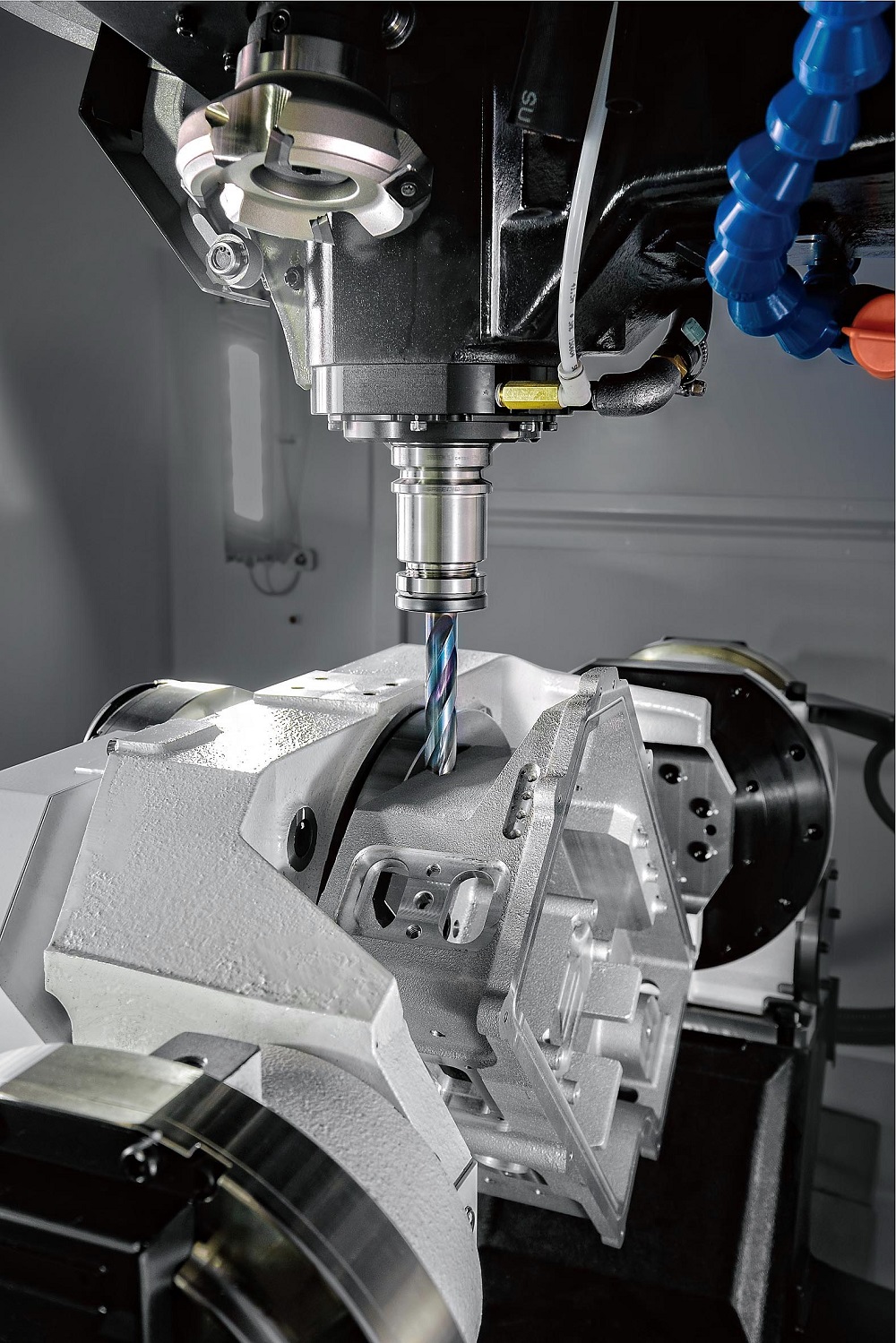
Trunnion swivel (A-axis) at 50 rpm is a -30/+120°and the table (C axis) rotates at 75 rpm. Roller gear cam mechanisms drive both rotary axes and 0-90° indexing times are 0.9 and 1.2 seconds respectively. Clamping torques are high at 610 and 500 Nm.
Lowering the power consumption of its machines has long been Brother’s aim. For a start, the electricity and air used by a 30-taper machine is only about 20% of that required by a 40-taper machine. The U500Xd1 is also equipped with a power regeneration system that reuses energy generated when the spindle motor decelerates.
For further information www.wmtcnc.com