An Eastleigh-based precision manufacturer recently turned to Yamazaki Mazak for the installation of new machinery in a challenging four-week timeframe following a project win.

The swift installation and commissioning of a Mazak HQR-200MSY CNC turning centre has enabled GW Martin & Co to expand its machining capacity and fulfil the company’s strong order book.
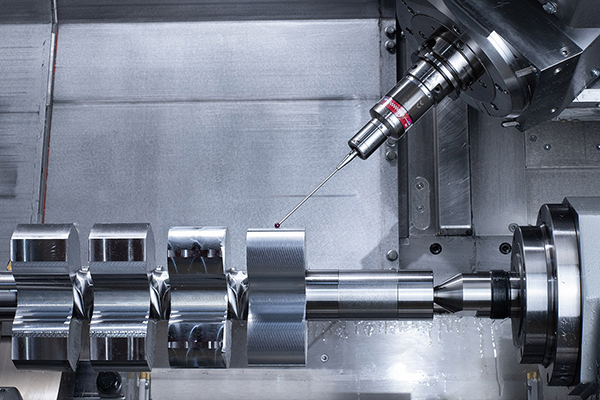
The machine’s two-turret, two-spindle set-up enables reduced cycle times and, when combined with the long Y-axis stroke, high-accuracy milling. Bar feeders, workpieces unloaders and robots can be integrated if required.
“Having worked with Mazak in the past, we were aware of their reputation for supplying quality turning centres,” says Richard Blake, business development manager at GW Martin. “So, when we required an automation-capable solution at short notice that could machine high-quality components in large volumes, we knew where to turn.
“Our previous experience with a Multiplex W-200Y meant we were fully confident that Mazak could adapt the HQR-200MSY to suit our existing processes,” he continues. “Bearing in mind the time pressures of the project, this was absolutely vital. Yet as we expected, even in such a short timeframe, the installation was completely seamless and risk-free.
“While this all sounds very simple, it really isn’t – Mazak’s adaptability and applications engineering proficiency was already known to us. We really appreciate how they were able to help us react quickly to our project win and, following this success, we have ordered another Multiplex W-200Y.”
Alan Mucklow, managing director UK and Ireland sales and service division at Yamazaki Mazak, adds: “The installation of GW Martin’s HQR-200MSY is a perfect example of how Mazak can assist organisations working in the fast-moving general subcontract sector.”
For further information www.mazakeu.co.uk