LVD is this week commencing Insights 2020, a series of technology events, both virtual and live, taking place in the months through to December.

Insights 2020 kicks off with six virtual technology sessions covering topics such as adaptive bending, bending automation and fibre laser cutting over the course of three days (15-17 September).
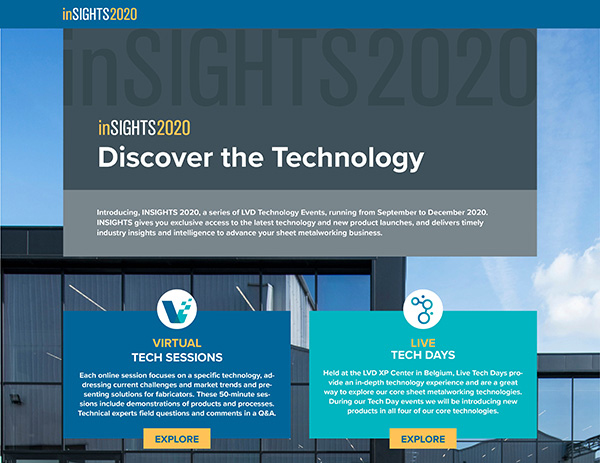
The Insights 2020 platform is designed to provide sheet-metal fabricators with access to the latest technology and new product launches, delivering timely industry insights and intelligence to advance the critical business of sheet metalworking during these challenging times.
In addition to the September virtual events, Insights 2020 virtual technology sessions are scheduled for October, November and December. Each month delivers fresh topics, and all sessions offer attendees the opportunity to ask questions of technical experts in real time.
For those willing and able to attend in-person functions, live technology days at LVD’s Experience (XP) Centre in Belgium are 1½ day events providing an in-depth look at the latest technology, including new products for 2020, live demonstrations, interactions with technical staff and networking opportunities. Events are restricted to a maximum of 25 people, and increased safety measures are in place alongside all necessary health and safety protocols.
Insights 2020 technology days are scheduled for 27-28 October, 3-4 November and 25-26 November. New products will be unveiled at all three events.
For further information www.lvdgroup-insights.com/en_uk