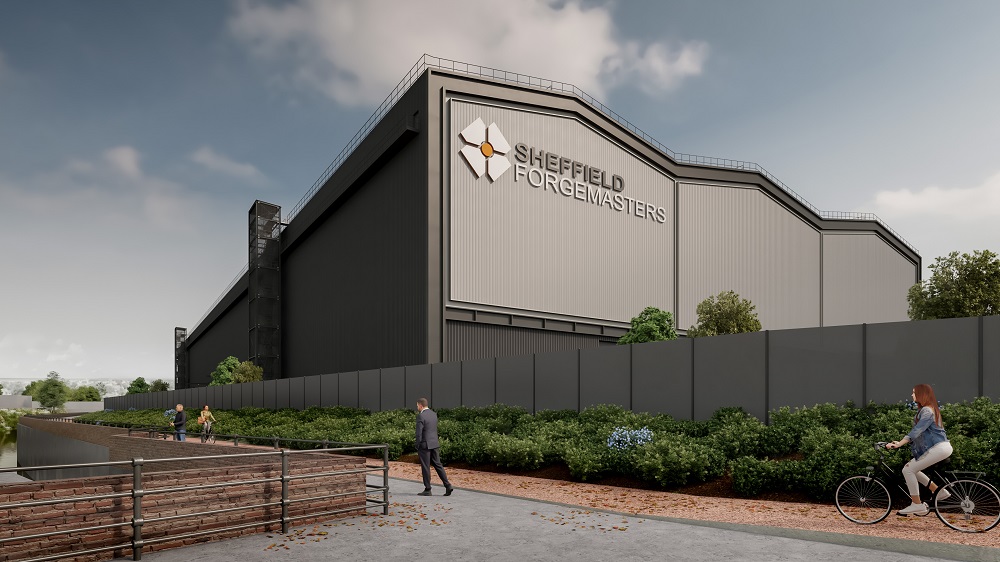
Sheffield Forgemasters has submitted a planning application for a landmark 30,000 m²machining facility on brownfield land in Sheffield’s Meadowhall district. Located on a 16-acre plot at Weedon Street, the new facility will form one of the world’s most advanced large machining facilities, supporting the company’s manufacture for the UK defence programme.
With work on the site planned to start in Q4 2024, the building will cover a space equal to 12 Olympic-sized swimming pools and contain 17 new machines, including some of the largest and most advanced five-axis vertical turning lathes (VTLs). Gareth Barker, COO, says: “The planning application covers an ambitious new project to create a facility that will deliver some of the world’s most advanced, large-scale machining capabilities.”
More information www.sheffieldforgemasters.com