Located near Nottingham City centre, Doosan Precision Engineering specialises in CNC turning; producing parts for sectors so diverse that the small business covers everything from motorsport to the food industry.

Although no relation to the Doosan machine-tool brand, the company has invested heavily in Doosan machines from Mills CNC. The company name is a culmination of the directors’ family names.
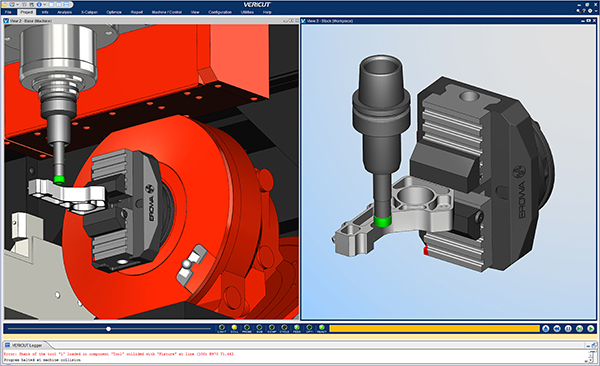
As a machine shop primarily conducting turning activities, Doosan Precision Engineering is not typically a facility where hyperMILL five-axis CAM software from Open Mind Technologies would be found.
David Booth, director at Doosan Precision Engineering, says: “We’re spending a long time setting-up some quite difficult turned parts with some very intricate set-ups to cater for difficult features. This was the reason we initially looked at hyperMILL. The prolonged set-up times were increasing our costs and we were losing work, some overseas. However, since we invested in hyperMILL we’ve managed to win this business back.
“HyperMILL has reduced our set-up times massively,” he adds. “Some parts were taking 4 to 5 hours to program and set, but the new CAM system has reduced this to as little as 30 minutes.
“We did a three-day training course at the Open Mind UK facility in Bicester, which was primarily focussed upon milling with some turning aspects. However, the system is intuitive and easy to pick up from scratch. HyperMILL will certainly pay for itself in a short period of time. Of course, we also use it for all of our milling machines.”
For further information www.openmind-tech.com