



Mills CNC, the exclusive distributor of Doosan machines in the UK and Ireland, has supplied 17D Ltd, a family-owned miniature railway manufacturing specialist based in Matlock, with a new Doosan vertical machining centre.

The machine – a compact, high-performance DNM 4500 – was installed at 17D’s 2500 sq ft facility in July 2020, and is being used to produce a range of precision components. These parts include live steam locomotive parts (such as valve gears and cylinders), chassis components, axles, bogies, couplings, buffers and wheels. Workpiece materials extend from aluminium, through to cast iron and carbon steel.
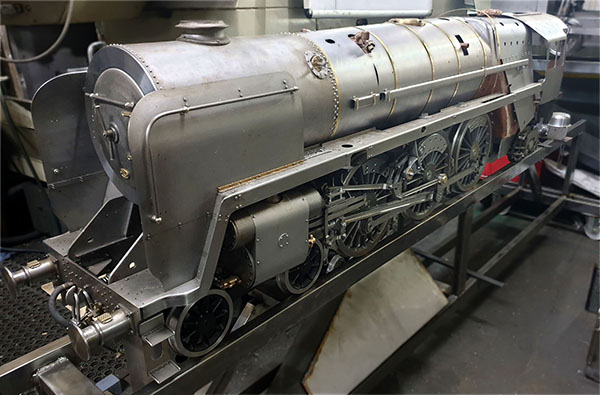
17D, which was established in 2010, manufactures a range of scaled working models of locomotives, carriages and wagons for three miniature railway gauge systems: 5”, 7¼” and 10¼”. The company’s locomotives for the 5” gauge are produced to a scale of one-twelfth, at around 6 ft long, rising to approximately 12 ft for the 10¼” gauge.
In addition to designing and manufacturing miniature locomotives and associated rolling stock, the company devotes significant time and resources to producing and supplying high-quality, cost-competitive and quick-turnaround parts and spares. These components are destined for a myriad of UK and internationally-based customers that include hobbyists and private collectors, through to clubs and commercial organisations.
The company has a strong reputation in the markets it serves and is highly regarded. To maintain its market position and competitive edge, 17D invests regularly in plant, equipment, processes and systems. The company’s commitment to continuous improvement, combined with a dramatic and sudden upsurge in demand for its machined parts, were the driving forces behind 17D’s new DNM 4500 machine-tool investment.

Explains partner Tristan Dengate: “Business had been growing incrementally, but the onset of the COVID-19 pandemic resulted in a sharp and dramatic increase in demand from hobbyists who, having been furloughed as part of the lockdown, had time on their hands.
“This increase in demand was putting a strain on our existing machine tools so, to ensure we could meet customer expectations, we made the decision to strengthen our capabilities and invest.”
17D has a variety of CNC and manual machines at its disposal and, in November 2019, further strengthened its turning operations by investing in a pre-owned 51 mm bar capacity Doosan Lynx 220LM lathe equipped with 6” chuck, C axis and driven tools.
“The arrival of the Lynx lathe had an immediate and positive effect, helping us to reduce part cycle times, eliminate production bottlenecks and improve lead time fulfilment,” explains Dengate. “Although the machine is a few years old, it still delivers exceptional performance and hasn’t missed a beat since installation.”
The machine’s arrival and subsequent performance also ‘converted’ 17D into becoming advocates of Doosan machine tools.
“The increase in demand for machined parts, which started at the onset of the pandemic in April, was putting pressure on our milling resources,” says Dengate. “We needed additional milling capacity and capabilities, and we needed them fast. Our experience with the Lynx 220LM helped narrow down our choice: put simply, we wanted a Doosan.”
17D drew up a list of key requirements, investigated the market and approached Mills CNC.
“We needed a versatile, high-performance machining centre – one that could deliver accuracy and high metal-removal rates, combined with an ability to produce intricate part details and features, and achieve super-fine surface finishes,” states Dengate.

To help reduce part cycle times, the machine also needed the ability to cope with high speeds and feeds, and aggressive depths of cut. The company had narrowed down its choice to a DNM 4500 machining centre and, with funding in place via an EU grant, placed the machine order with Mills CNC.
Says Dengate: “We ordered the machine on a Monday and it was delivered and installed by the end of that week.”
The DNM 4500 is a high-speed, rigid and versatile three-axis vertical machining centre that is suitable for a range of applications. Standard features include a large working envelope (800 x 450 x 510 mm), a direct-coupled spindle (18.5 kW/8000 rpm), roller LM guideways and an on-board thermal error compensation system.
Among further features are fast rapid-traverse rates (36/26/30 m/min in the X, Y and Z axes respectively), a large work table (1000 x 450 mm with 600 kg maximum table load) and a 30-position ATC. The machine supplied to 17D was equipped with a Fanuc i control, but it can also be specified with either a Siemens 828D or Heidenhain TNC 620 CNC.
Concludes Dengate: “The DNM 4500 is a great addition to our operation. We’re confident that the machine will be more than instrumental in helping us to further grow our business, not just with our miniature railway customers, but with customers from other sectors looking for a proven, high-quality subcontract machining specialist.”
For further information www.millscnc.co.uk













