The new QTE series of CNC turning centres from Yamazaki Mazak is the first to feature SmoothEz, the latest generation of Mazatrol CNC. Mazatrol SmoothEz CNC combines three ‘easy’ features: Ez Machining, Ez Operation and Ez Setup.
Ez Machining offers machine users high-speed, high-accuracy machining with thermal compensation control, delivered by Mazak’s Thermal Shield, to maximise accuracy by automatically compensating for temperature changes in the machining area. Ez Operation includes Quick Mazatrol for fast conversational programming via a 15” (380 mm) touch screen and intuitive operating system that can be customised according to operator preference.
By integrating Mazak’s Smooth CAM Ai and Mazatrol Twins, it is possible to replicate a virtual copy of the machine in the office for enhanced set up. Collective management of machine data is synchronised between the factory and office with Smooth Project Manager to manage the data required to execute machining programs – including tool data, work holding, system co-ordination, parameters and 3D workpiece models.
Additionally, Smooth CAM Ai can reduce programming time with Solid Mazatrol to generate a program from a 3D model using AI deep learning to determine the optimal process from past programs.
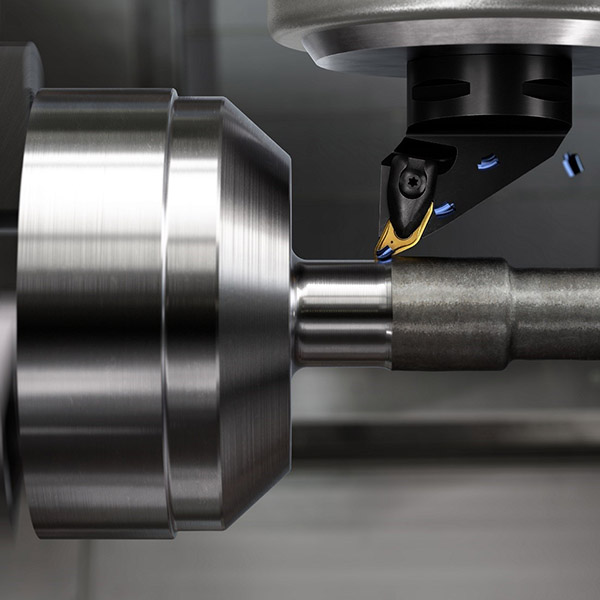
The QTE Series is equipped with a 5000 rpm built-in spindle motor that is capable of high acceleration and deceleration. Since there is no loss of power through mechanical transmission, the built-in-motor delivers more output during cutting, while vibration is minimised during high-speed operation to ensure enhanced surface finishes and extended tool life.
Two turret selections are available with a 12-position drum turret as standard and an eight-position turret as an option. Each utilise a 25 mm turning tool shank size.
For further information
www.mazakeu.co.uk