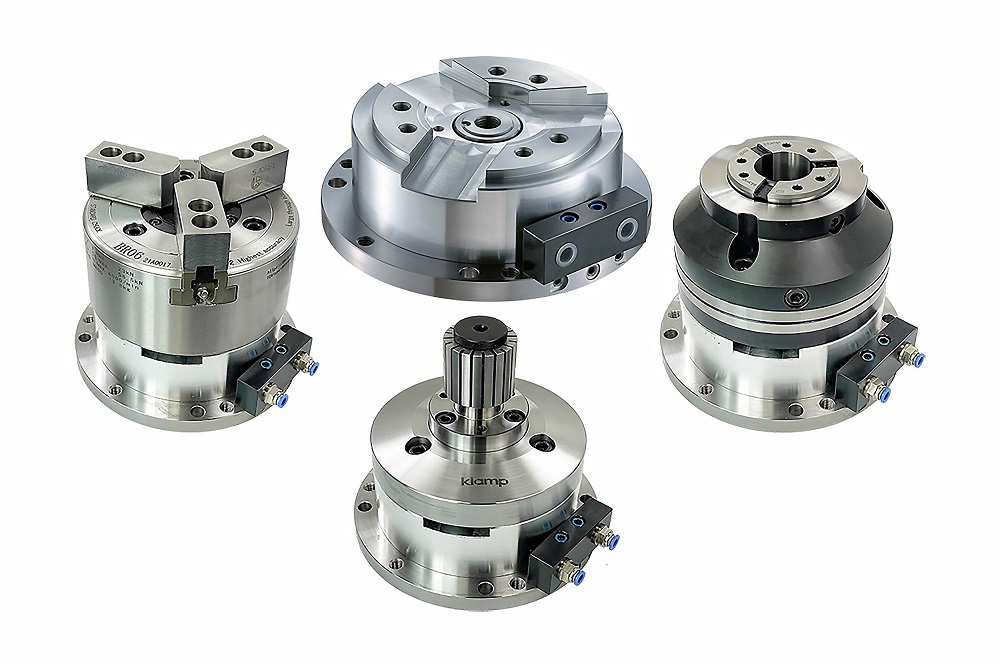
Ringspann is optimising the deployment of its clamping fixtures for vertical balancing technology. The flange mandrels from Ringspann’s BKDF series and its FUSR-type force-generating spring force actuators rank among the standard clamping systems for balancing rotationally symmetrical components in automotive, pump and gearbox construction. With the aim of significantly reducing set-up costs and increasing flexibility, the company has revised the design of these internal clamping fixtures and optimised them for use on many different balancing machines.
The design sees an improvement in one crucial area: the geometry of the seating body with which the flange mandrels docks onto the power clamping unit is today standard and identical for the entire series, now bearing the new BKDW designation. For all balancing scenarios in which the flange mandrels find use in conjunction with a FUSR spring force actuator as the clamping unit, from now on users will only require one spring force actuator.
Christoph Schulz, product manager – clamping fixtures, summariseswhat this means in practice: “Since all 10 sizes of flange mandrels in our new BKDW series now work with the same type of spring force actuator [previously three different ones were necessary], both the set-up costs at the balancing machine and the acquisition costs for the clamping systems are lower. In addition, many of our customers operate balancing machines from different manufacturers. It is now possible to equip all of these with one spring force actuator or intermediate flange, and access the same taper collet flange mandrels from the BKDW series. This overarching compatibility enables us to fulfil the wish of numerous users for a neutral and‘universal as possible’ clamping system in vertical balancing technology.”
For further information www.ringspann.co.uk