ModuleWorks announces the 2023.12 release of its software components for digital manufacturing. This latest release of the ModuleWorks SDK contains a range of new automation features for efficient tool-path generation. It also comes with the new MDES-compliant libraries for system interoperability.
MDESLib is a ready-to-go software library that enables users to exchange digital representations of manufacturing equipment between different systems using the MDES data specification. This gives users access to an open and growing ecosystem of hardware and software providers that use the MDES specification. It eliminates the need to build customised data bridges to help companies reduce development and maintenance costs.
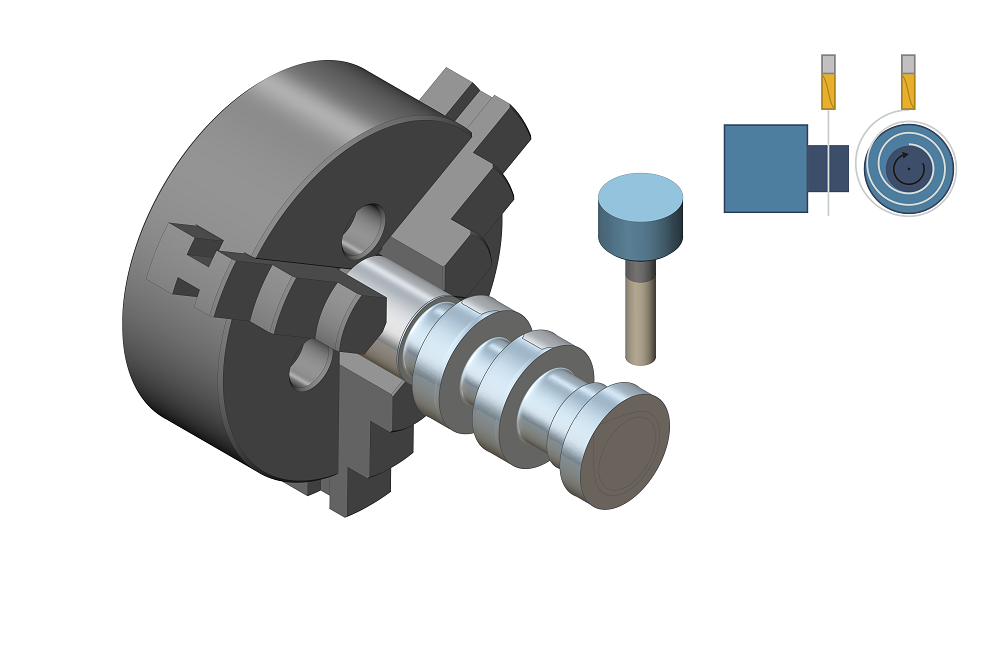
Also notable in release 2023.12 isa new cutting pattern for radial cuts that improves the efficiency of turn-milling, especially when the diameter is larger than the axial length or when grooves need to be cut.With the new pattern, the tool ramps down towards the centre axis rather than cutting with the side of the tool. This capability increases machining efficiency by removing the maximum amount of material in the minimum time.
For three-axis machining, ModuleWorks 2023.12 significantly improves linking safety through enhanced stock awareness. In addition to checking the roughing links against the slices and the part, the software now checks roughing links against the in-process stock/workpiece to generate more reliable linking motions that avoid collisions in rapid links and plunges.
Furthermore, a new algorithm in ModuleWorks 2023.12 automatically detects the cutting angle for floor finishing based on the longest edge of the face or containment zone. This reduces the overall machining time by optimising the cutting pattern while improving the material removal rate and the surface finish.
For further information www.moduleworks.com