Lantek has entered into a collaborative agreement with the Basque Center for Applied Mathematics (BCAM).

The agreement reached by both organisations focuses on developing new models of applied mathematics and algorithms that will enable metal-forming industries to reach high levels of efficiency in their calculations.
BCAM was conceived by the Basque Government, the University of the Basque Country and Ikerbasque in 2008, and is supported by the Provincial Government of Bizkaia and Innobasque. The organisation currently has a staff of over 90 researchers, who work in areas from data science to mathematical modelling.
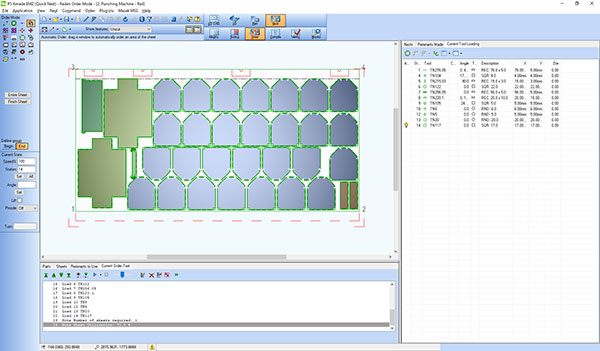
Throughout industry it is becoming increasingly necessary to resolve situations where the calculation of machining and the optimisation of material consumption is highly complex. As a starting point, the collaboration framework aims to explore new avenues for approaching parts nesting.
The goal of Lantek is to constantly improve its nesting methods, and this collaboration will result in the development of an advanced algorithm that achieves the optimisation of 2D nesting from different potential approaches. Researchers from the computational mathematics group at BCAM have extensive experience in geometric modelling and optimisation, and are pouring their knowledge into the Lantek collaboration with the following objectives: to design an efficient algorithm for the optimisation of 2D parts nesting; to design discreet pairing measures; to improve the current method, which uses the representation of areas (pixels), through the representation of boundaries; and to develop software that both increases the speed of calculations and optimises material management.
This agreement with BCAM opens up the possibility of approaching the improvement of sheet-metal parts nesting from new and innovative directions, which may bring about significant advances, contributing to the efficiency of the industry.
For further information www.lanteksms.com