The latest CAMplete TurnMill V9 is now available. Dedicated exclusively to Nakamura-Tome’s line of turning centres, the latest version includes enhancements to 3D rendering, simulation improvements, and additional post processing support. TurnMill is sold and supported in the UK via the Engineering Technology Group (ETG).

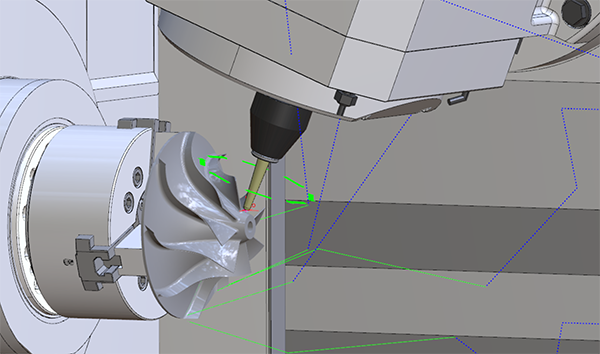
Improvements include the introduction of realistic 3D rendering, including metal shading, reflection modelling, advanced lighting modelling and edge drawing, all of which help to highlight important geometric features. Further related improvements can be listed as: enhanced highlighting mode to more clearly show selected objects in 3D; 3D SpaceMouse support that works directly with the driver control panel UI; and hardware driver support for a wider variety of video cards, allowing users to run TruePath effectively on their existing laptop.
Concerning simulation improvements, the addition of collision mode pausing and interpolation view allows the user to precisely examine all points of motion, even between programmed points.
The system’s post-processing support has also been the subject of development, with a revamped post-processing engine providing more flexibility than ever before for Mastercam and Gibbscam. In addition, intelligent decision-making limits wasted motion and provides optimal efficiency, while users can now produce full multi-tasking programs from single-tasking CAM projects.
For further information www.engtechgroup.com