The Materials Testing Team at the Bristol-based National Composites Centre (NCC) has recently completed a year-long trial of the Compcut 200 composite plate saw with positive results in terms of overall performance, usability, adaptability and technical precision.

Sharp & Tappin’s Compcut 200 is the latest and smallest model in the Compcut range of composite plate saws. The machine is proving popular with test centres and R&D teams, who recognise and value its compactness, technical performance and affordability.
The NCC was already making use of a large, bespoke Sharp & Tappin plate saw and had approached the company to explore options for a smaller, more flexible unit that could meet an increasing internal demand for speedy small sample cutting across a range of material types, while fulfilling a comprehensive set of technical and operational criteria.
Small batch sample cutting at NCC had previously involved manual cutting with inherent accuracy issues, and a time-consuming administration process to arrange the operation.
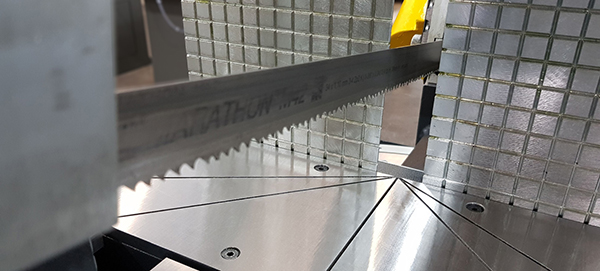
The results of installing the Compcut 200 have proved positive, with the machine meeting and exceeding the Testing Team’s expectations, citing success factors such as ease of use, a fully enclosed housing, speedy operational processing, and high precision and cut quality. NCC’s team is now able to react more swiftly to meet R&D and urgent testing requirements, and can increasingly offer quick turnaround sample cutting services to other teams within the organisation.
Ben Sharp, Sharp & Tappin managing director, says: “By the nature of their work, the team at the NCC had a very precise and specific set of criteria for establishing a more effective sample cutting operation, and the success of the Compcut 200 more than justifies our faith in this most effective compact composite plate saw.”
For further information www.sharpandtappin.com