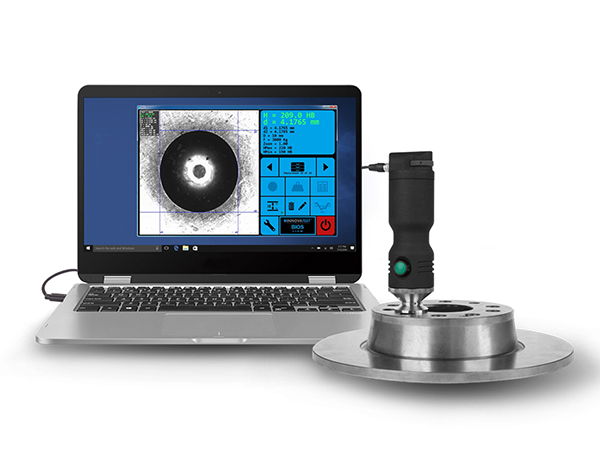
Bowers Group has introduced the Innovatest BIOS Brinell optical scanner into the UK market. This handheld optical scanning device can be easily connected to a standard laptop, tablet or any device running a Windows 10 operating system, and includes easy-to-install software for measuring Brinell indents in just a 10th of a second.

Martin Hawkins, UK sales manager for Bowers Group, says: “The Innovatest Brinell BIOS scan system has been designed to make the daily testing of Brinell indents faster, more accurate and more reliable. As all materials have different finishes, fast light adjustment is mandatory for Brinell indent measurement. With this in mind, the system’s scroll wheel provides a fast way of experimenting with the correct light setting, which can then be stored for the current application.”
Applicable to Brinell indents of 10, 5, 2 and 1 mm, BIOS features a camera and electronics built around a telecentric lens with an adjustable direct-LED module. This module enables the illumination of shadowed areas around the indents, resulting in a crisp, high-resolution image.
“Quickly performing repeatable, high-precision measurements is critical when looking to maximise the efficiency of Brinell measurements,” says Hawkins. “The telecentric lens allows the highest possible accuracy to be achieved. Not only that, it’s very easy to use; no special skills are required for operating the unit.”
Users of the Innovatest BIOS Brinell optical scanner can also save the results in a CSV file, which can be easily imported into Microsoft applications such as Word and Excel for further statistical processing or reporting.
For further information www.bowersgroup.co.uk