Carney (UK) Ltd began life as a business development consultancy in 2014 to deliver the project management expertise of founder Simon Carney to small and medium-sized engineering companies. While working on a business turnaround project for a fabrication company, things fell into place, with Carney UK Engineering & Automation being invited to work as project manager on the design and development of fixtures for a powertrain assembly used by a luxury vehicle manufacturer.

This opportunity was the first step in the transformation of Carney UK into a leading designer, developer and manufacturer of bespoke assembly jigs and fixtures, production line equipment such as end-effectors for robots, pneumatic handling systems, and special purpose machinery for assisted assembly – all with a focus on the automotive sector.
“Through hard work and dedication to delivering projects on-time and to budget, we overcame the challenges faced by small businesses breaking into large OEM automotive manufacturers,” says Carney. “We are extremely proud of what we have achieved.”
With a UK customer base ranging from prestige, low-volume manufacturers, through to high-volume vehicle producers, Carney UK develops solutions to the specific assembly and automation needs of customers. This service looks set to grow thanks to the significant interest generated by Carney products, such as multi-purpose jigs that can be used on more than one model of vehicle. Also fuelling the rise in demand is the growing number of start-ups in the electric vehicle sector, while interest from as far afield as China is a further factor.

Initially, the machining required on the designs created by Carney UK was carried out by subcontract machine shops in the local Runcorn area. However, as demand grew and time pressures from customers increased, the subcontractors were struggling to deliver what tended to be lots of low-volume component batches. With the relocation to its current premises, Carney therefore took the decision to start bringing machining in-house. Initially, this was low key, with a few ‘old’ manual machines as stop gaps, but he recognised that investment in new machining technology was the way to go. Having employed Edward Hibbert as his technical manager, Carney asked his advice as to what the next move should be; his immediate response was XYZ Machine Tools.
“Through working with subcontractors I had seen XYZ machines almost everywhere I went; this, along with the trust that Eddie put in them, convinced me it was the way to go,” says Carney. “Our first purchase was an XYZ 500LR vertical machining centre, which was quickly followed by an XYZ CT65 turning centre. We then added further vertical machining centre capacity with an XYZ 750LR featuring 4th-axis capability and, to round off, we brought in an XYZ 1330 manual centre lathe to cover smaller turning work.”
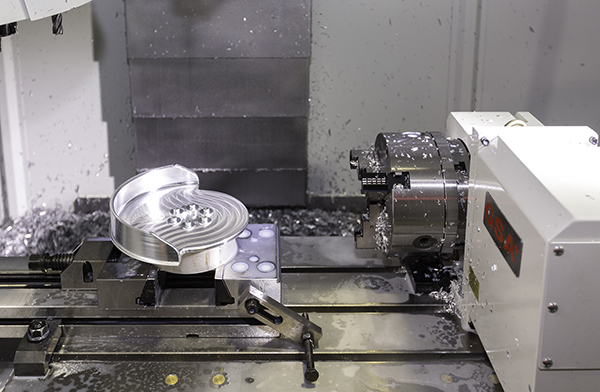
The two XYZ LR machining centres, which make use of the latest linear-rail technology, offered a good starting point for Carney UK, with the Siemens 828D control system providing straightforward conversational control. At the same time, the control allows the business to develop its use of CADCAM systems to generate programs and overcome the local challenges of finding skilled machine operators. The LR machines also provide the capacity needed for the vast majority of components produced by Carney UK, with the XYZ 500 LR and XYZ 750 LR having axis travels of 510 x 400 x 450 mm and 750 x 440 x 500mm respectively.
Both machines feature the same 8000 rpm, 13 kW, BT40 spindle and 20 m/min feed rates in all axes. The LR machines are complemented by the CT65 for turning, with its 65 mm bar capacity and 17 kW spindle, a maximum turning length of 260 mm and maximum diameter of 200 mm. Along with the use of the ShopTurn version of the Siemens 828D control, the CT65 provides a compact yet highly capable addition to manage the company’s turning needs.
“The XYZ vertical machining centres and the addition of the 4th-axis on the 750 LR, along with CT65, give us the versatility and competitive edge that we need, but most importantly, we now have total control over our machining requirements,” says Carney. “While initially we programmed at the machines, the move to OneCNC CADCAM software is a further step in developing and streamlining our machining capability. We are now confident that we can produce anything that falls within the capacity of the XYZ machines.

“As we move forward, we will continue to expand and realise greater ambitions,” he continues. “Although we first went to XYZ because of a recommendation, we have developed a good relationship with them as they share the same dynamic and forward-thinking outlook that we have. As we grow, I’m confident that they will continue to provide the support we need to meet our future machining challenges.”
For further information www.xyzmachinetools.com