

When approached by a global automotive manufacturer, based in India, to assist with improving process and cycle times for its engine cylinder bore machining process, Rigibore’s expertise in the design and manufacture of specialist boring tools was put to full use. Using its in-house developed design software, coupled with its proprietary closed-loop tool compensation system, Rigibore was able to reduce machining time on the cast-iron cylinder blocks.

One of the principal challenges was the common occurrence of size drift on the finished bores, which was caused by material inconsistencies, temperature variation and, of course, insert wear.
Rigibore’s Zenith is said to be the world’s first fully integrated, completely automated boring system, adjusting the ActiveEdge boring bar cutting edges to achieve near instantaneous, precision tolerances without operator intervention. The process transfers the measured value obtained by gauging or probing cycles to the machine-tool control, triggering tool compensation to an accuracy of 1 µm, to return the next machined bore to nominal tolerance.
To streamline the machining process, Rigibore used its in-house RADS design software to create a custom boring tool for the project that would semi-finish to a diameter of 75.68 mm, then finish-bore to 75.934 mm. Additionally, a supplementary chamfering insert cartridge was added to break the edge at the mouth of the bore.
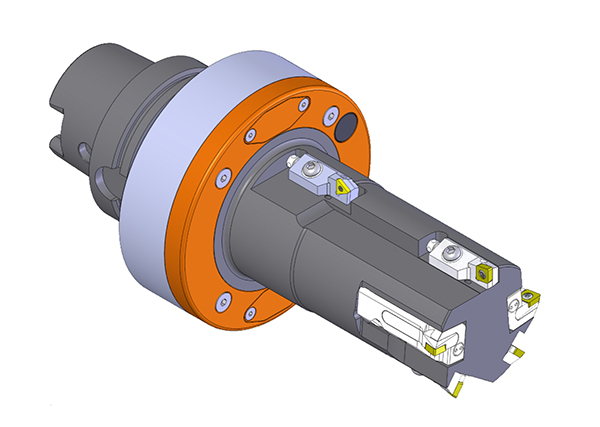
The resulting design featured three semi-finishing cartridges and two ActiveEdge cartridges for the finishing cut. These were positioned in such a way that when the cut was complete, the tool could be offset to provide clearance for a rapid retraction without leaving any withdrawal marks that may have compromised quality. This feature saved around 15 seconds per bore, or one minute per cylinder block.
For further information www.rigibore.com





