

During metal cutting, the bearings in a machining centre spindle take a load from the side and another along the spindle axis, as well as resonance from the cutting process. While the spindle is rotating, the effects of these loads dissipate across each ball or roller bearing within the spindle assembly. However, when the spindle is static, for example when it is holding a turning tool, the loads and vibrations can cause premature wear and eventually lead to expensive repair or replacement.
Mindful of this, Burkhardt + Weber (B+W) is launching a hydraulically-actuated, four-point clamping system on the spindle head of its heavy-duty, multi-tasking machines for use during turning operations. The system eliminates both the radial and axial forces on the spindle, the former being particularly damaging and prevalent during facing operations or when grooving or profiling a bore. The result is minimal spindle wear during the high-accuracy mill-turning of components in a single set-up. Kingsbury is the sole sales and service agent for B+W machines in the UK, Ireland and Gulf region.
Multi-tasking on a mill-drill centre by turning a component on the rotary table with a static turning tool clamped in the spindle as part of a single set-up is commonplace, but most configurations on the market tend to be based on light- to medium-sized platforms. With the B+W solution, similar technology is available to address one-hit production applications involving much more rigorous machining of larger components made from tougher materials.
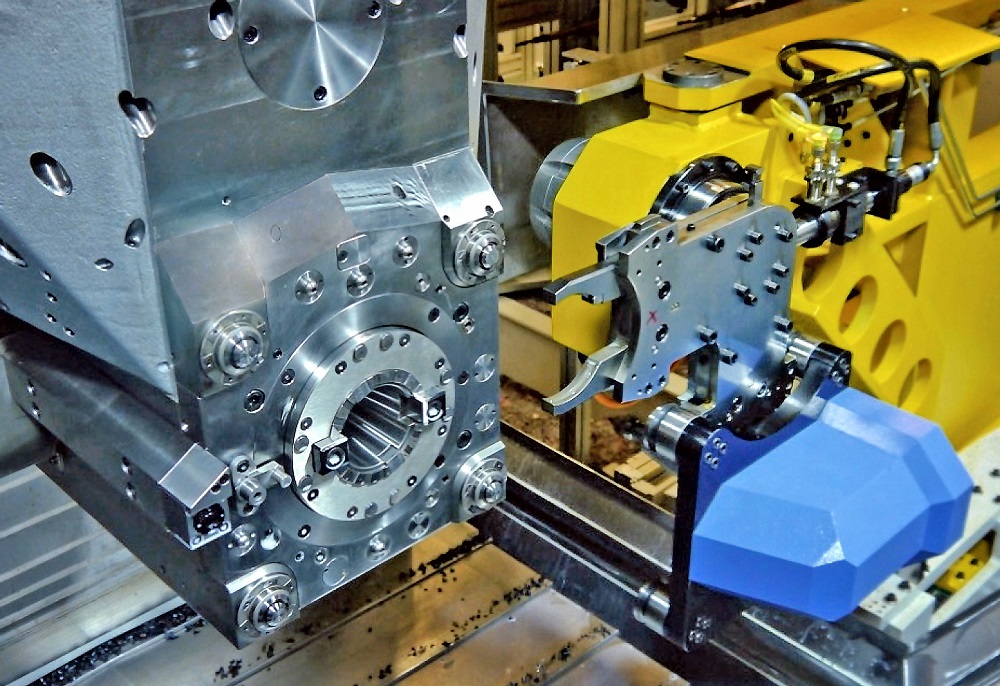
Before the turning element of a machining cycle commences, the ATC transports the customisable tool-holder plate with a large, 160 mm diameter contact area to the four-point clamping system on the front of the spindle head (with hydraulic retention of the holder). As the entire process is autonomous, there is no operator intervention or interruption to the production cycle.
For further information www.kingsburyuk.com





