

Spindle probes for CNC machine tools can be highly repeatable, but their performance relies on accurate calibration. Renishaw has developed a simple solution to overcome the challenges associated with the manual probe calibration process, while consistently achieving high levels of repeatability. Accurate calibration ensures the probe’s performance is repeatable within the machine tool environment.
Today, many users perform the probe calibration process manually, which can cause variability even among skilled operators. Inaccurate probe calibration can affect all subsequent measurements; ACS-1 addresses this via a lockable mechanism that removes the need to use precision gauge blocks or slip gauges.
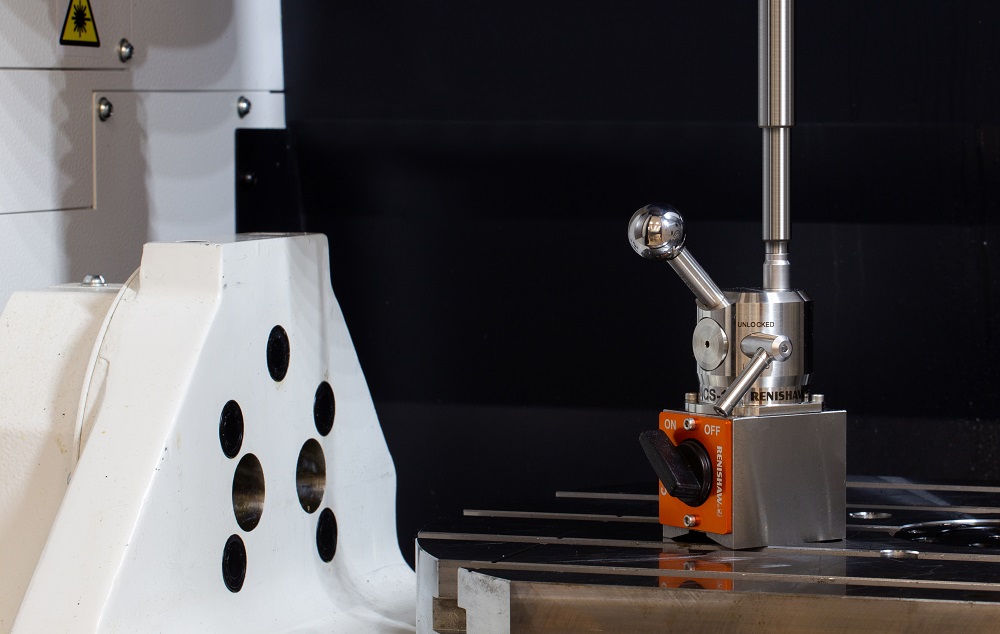
ACS-1 is mounted on the machine tool table or chuck using its magnetic base. A test bar (or a tool of known length) establishes an accurate datum surface by pushing the plunger down to the desired position; the plunger is locked in place. The probe’s overall length can be accurately calibrated, using the calibration disk (the top surface of the lockable plunger). The probe’s stylus ball diameter calibration takes place on the datum sphere, which can be mounted in two different positions on ACS-1, according to the CNC machine configuration.
In terms of advantages, the datum sphere can be mounted on one of two faces, both at a 45° angle. According to Renishaw, the mounting options allow ACS-1 to be the optimal probe calibration device for various CNC machine tool configurations. This includes vertical mills, lathes, turn-mills and five-axis machining centres, as the magnetic base allows the artefact to be mounted vertically or horizontally. The ACS-1 can determine the probe’s overall length and stylus ball diameter within minutes, and does not require batteries.
For further information www.renishaw.com/acs





