Most turbochargers are exhaust gas turbochargers, and each different automotive manufacturer has a different design that incorporates special geometries and the need for special tools.

However, when it comes to petrol engines, one factor is common in all variants: the very high temperatures achieved during operation. It is due to this reason: the turbine housing – the so-called ‘hot side’ – is manufactured from a very abrasive, heat-resistant material. These materials represent a particular challenge for cutting tools.
Mapal has taken up these challenges and developed new cutting materials and tool geometries. For instance, the company has introduced a range of face-milling cutters featuring pressed, radial ISO indexable inserts. The milling cutter series includes tools designed for roughing the face surfaces of turbocharger housings. Of particular note, the cutting material is specially matched to the machining of heat-resistant cast steel. This material is said to extend tool life significantly, thereby improving cost effectiveness and productivity.
ISO indexable inserts with 16 usable cutting edges are the highlight of Mapal’s latest face-milling cutter, which is a particularly economical prospect for turbocharger manufacturers.
To provide an example of performance, a 125 mm diameter variant with 14 inserts recently ran at a speed of 80 m/min (dry) and a feed rate of 0.12 mm per tooth to help maximise productivity and deliver a tool life of 125 parts.
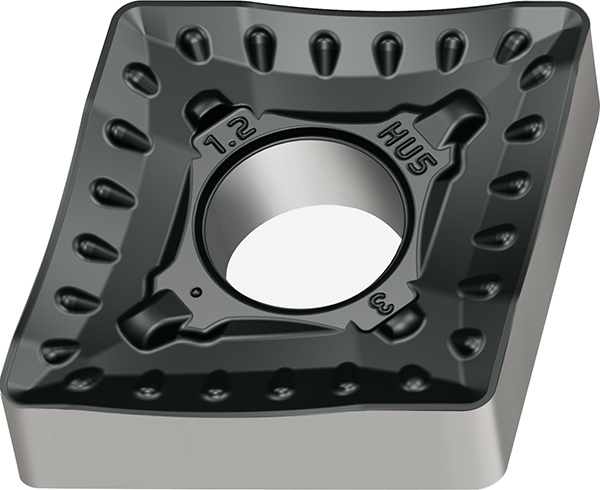
The company has also released a newly developed turning tool system for pre-machining the catalytic converter flange on turbochargers. Designed to be highly cost effective, the system incorporates tangential technology and is used on the diameter and, due to the upright and horizontal installation of its LTHU inserts, allows eight effective cutting edges to be used per indexable insert.
For further information www.mapal.com