Columbus III version 1.6 CADCAM software for mechanised cutting has been upgraded by Esab Welding & Cutting Products.

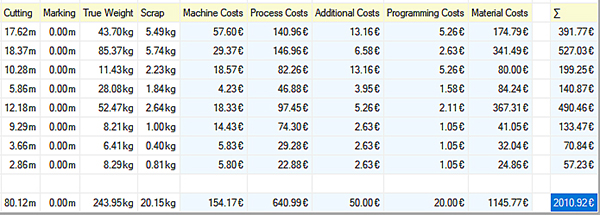
The latest version includes the ability to calculate offers and orders for customers based on actual production data. An easy-to-use cost calculator enables fabricators to enter cost variables, such as costs for machine time per hour, cutting process (including associated consumables), preparation, programming and materials. After nesting parts using built-in design tools or importing a parts nest, Columbus III can calculate costs based on length, duration or weight of material cut. In addition, data can be exported to Excel and used for future cost calculations.
Additional newly developed functions include: keyboard shortcuts to move and rotate a parts nest in user-defined increments; rotating the parts nest and/or plate orientation to consider grain direction; a new colour to clearly delineate ‘Cut Rapid’ mode (fastest cut without regard for edge quality); and a ‘Direct Mode’ function that allows dragging lines over parts to provide quick and easy sequencing.
“Continuous improvement of the software reflects the input we obtain from our two-day Columbus III user group meeting, held annually at our Karben, Germany location,” says Holger Hahn, global product marketing manager, application software, Esab. “With our software developers connecting directly with users, we are able to make many enhancements each year, which helps maintain Columbus III as one of the most successful software suites for mechanised cutting.”
For further information www.esab.co.uk