


For many hydraulic and automotive honing applications, Engis superabrasive single-pass bore finishing is said to offer the best of both worlds: high-precision tolerances in a large-scale production environment. Development over many years has led to significant advances in bore size, geometry and customisable surface finish, so much so that bore size control has now reached the limits of current air-gauge capability.
Engis’ single-pass process uses a combination of superabrasive-plated tools, pre-set to exact dimensions, which pass through the bore, rotating as they complete the honing operation. The number of tools required for any specific task depends on: the amount of material removal required, the surface finish and the specified final geometry: roundness, concentricity, bow and/or size.
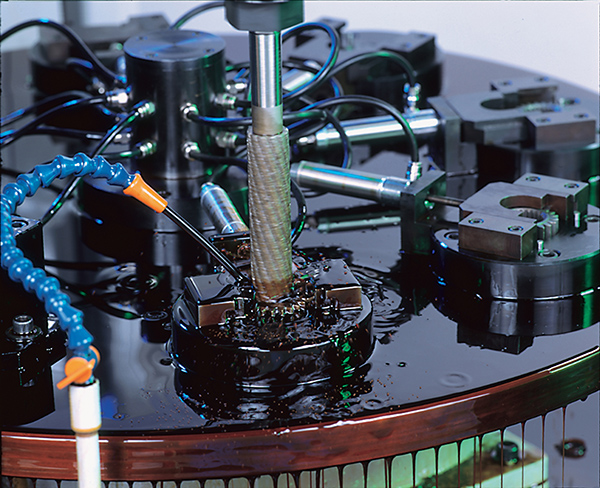
In the real-life example of a steering housing it was determined best to hold the part rigid and float the tooling, so spring-loaded holders provided the radial float for the tool assemblies, together with a special, free-pivoting union inside the tool mandrel. Up to 0.038 mm of ductile iron required removal and, as the bore had limited clearance at the bottom, it was necessary to deploy a semi-blind bore-finishing tool.
The tooling progression consisted of a series of six tools ranging from 40/50 down to 200/230 mesh diamond. Tolerance was within a total range of 0.7 µm, including variation in bore shape, and overall gauge accuracy and repeatability.
Using the single-pass process, it is possible to maintain tool size for relatively long periods of time, making it highly successful in the example of the steering housing. However, it is important not only to monitor and control the size of the final finishing tool, but of each tool in the progression.
For further information
www.engis.com





