

A leading European producer of helical and spur tooth pinion gears has selected a GTG2 gear-grinding centre from Holroyd Precision to test-grind a range of specialised gears and tooth forms.

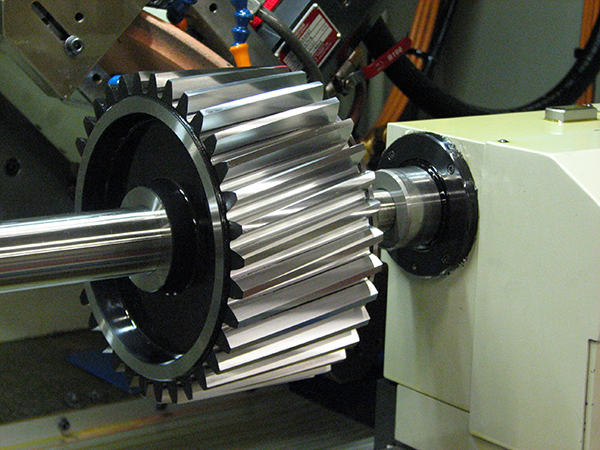
Developed purposely for grinding precision spur and helical gears, worms, screws and rotors of up to 350 mm diameter and 160 mm gear face width, Holroyd GTG2 grinding centres use what is described as a unique machining system to achieve accuracy to DIN 2 levels and beyond.
Steven Benn, Holroyd’s regional sales director, says: “The customer required a machine capable of grinding a variety of gears to exacting tolerances. Products to be manufactured include spur and helical gears; gears with end tip relief and root fillet radius; worm tooth forms such as ZA, ZI, ZK and ZN; worms with sunken tooth forms; and dual lead forms with both cylindrical and tapered roots. The GTG2 was selected for its versatility, reliability and accuracy – the latter achieved through high levels of on-board machine intelligence and a machining process developed to compensate for helical twist.”
Helical Twist occurs when helical gears are ‘lead crowned’ to improve meshing and reduce noise and wear. Lead crowning varies the amount of material removed from the flank of a tooth, across the face width, by causing the tool motion
to deviate from a true helix.
The problem is that ‘in-form’ grinding has the undesirable effect of causing the profile of the tooth flank to vary across the face. Particularly in high precision and low noise applications, this variation affects gear wheel performance by concentrating loads on particular areas of teeth during meshing.
GTG2 machines correct this problem by calculating and controlling additional motions of the wheel during the grinding operation using dedicated software written by Holroyd engineers.
For further information www.holroyd.com





