



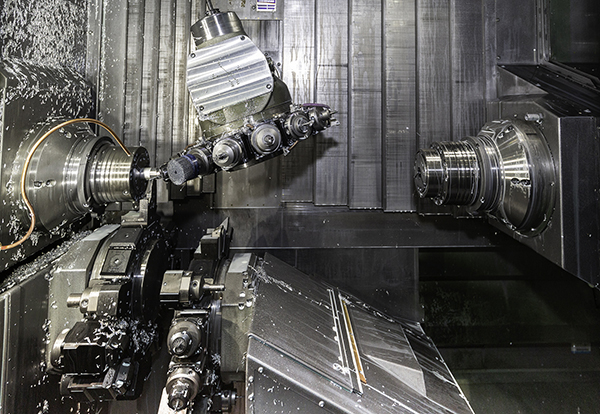

At the heart of Hollingworth Design’s subcontract capability in Stockport are two Index bar-fed turn-mill centres, a G200-2 and a C100. These machines, especially the G200-2 with its powerful B-axis and capability of simultaneous cutting with up to four tools, consistently open up many possibilities.
“Any job that can be machined from bar is classed as a turning job, and goes on these machines, even if there is no actual turning involved,” states director Paul Hollingworth.
Applying this philosophy allows cycle times to be drastically reduced, with help from cutting tool supplier Ceratizit UK & Ireland. A good example is one particular component destined for use on superyachts. Initially, Hollingworth Design was using a four-flute 6 mm diameter milling cutter on these 303 stainless steel components. Ceratizit recommended changing this to a five-flute Silverline solid-carbide cutter. Running at 6250 rpm spindle speed, 120 m/min cutting speed and 0.1 mm/rev feed rate with a 1.5 mm step down every rev, the Silverline cutter completed the entire batch of 4000 components without being changed.
“The performance of this cutter simply blew me away,” says Hollingworth. “We achieved a cycle time of 3.5 minutes per component, running the machine 24/7 and meeting all of our customer’s expectations.”
This job is a typical example of the approach that Hollingworth Design takes, to look at every aspect of the application and engineer a process to make improvements. To maximise the benefit for customers, the company looks at batch quantities from 500 upwards, recently completing a single order for 72,000 components. Machining these volumes demands support from Ceratizit in the form of regular visits, along with daily management of tooling through use of a Ceratizit TOM 840 tool-vending system.
For further information
www.ceratizit.com





