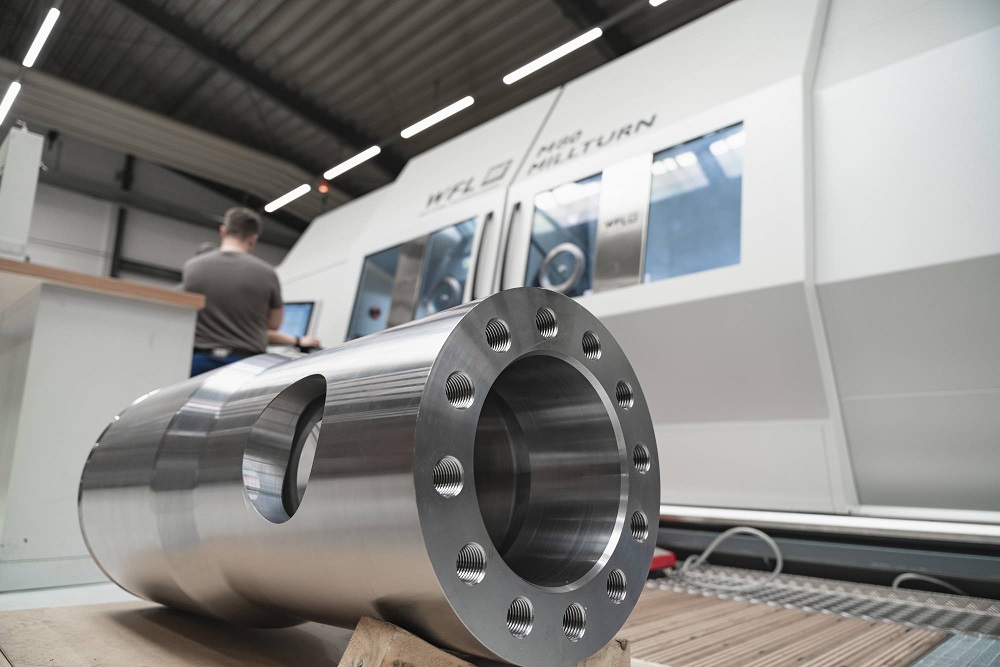
Thanks to its investment in a WLF M80 MillTurn multi-tasking machine with 3 m bed, HORA Holter Regelarmaturen says it is setting new standards in the machining of valve parts weighing up to six tonnes. WFL was chosen following an intensive selection process. Several machine manufacturers were in the running, but WFL’s service and availability proved the crucial factors.
HORA is a medium-sized family company employing around 300 people in Schloß Holte-Stukenbrock, North Rhine-Westphalia, where it focuses oncore business areas such aspower generation, gas applications, and process and building technology.Annual turnover is around €50m.
“We wanted to deliver our vision of full digital networking by implementing and digitally connecting what we currently regard as the best machine for our requirements,” says board member Eduard Schmidt. “We needed a supplierthat could support us technologically and serve as a partner in setting a new standard in the digital process. From our perspective, WFL was absolutely the right decision.”
There were several considerations that tipped the balance in favour of the M80 MillTurn, including the turning-boring-milling unit itself, which is the heart of the machine. That WFL manufactures the unit entirely in-house was a decisive factor.
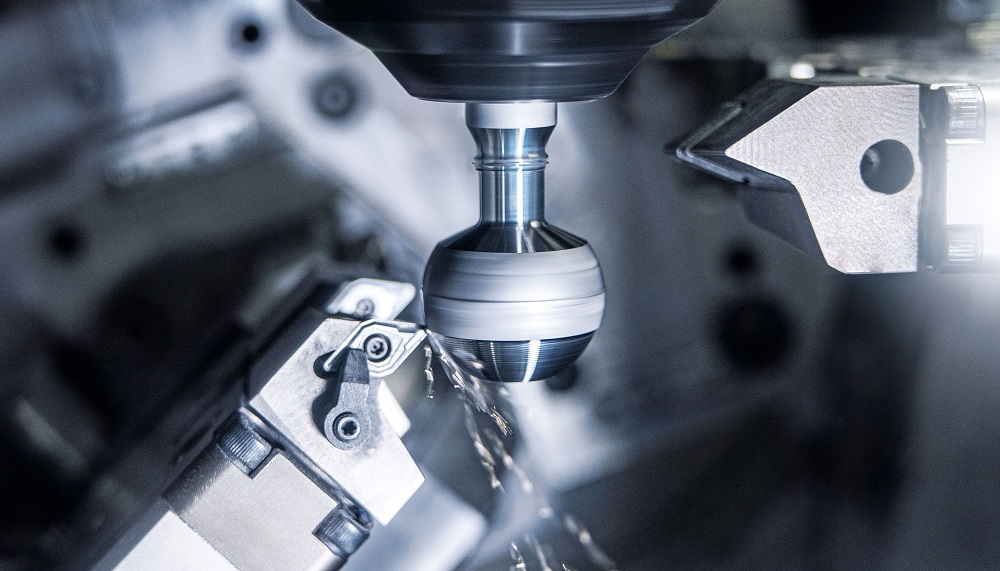
“Machining at this scale is not new for us, but the cutting capacity is truly impressive,” says Michael Beiwinkel, head of production and building technology at HORA.“The cutting capacity was outstanding even during final acceptance of the machine, as the 160 indexable insert drill effortlessly cut heat-resistant stainless steel [1.7335] with two tonnes of feed force and no vibration on the machine cover. In such moments, I like to grab the door but there were no vibrations to be felt.”
More information www.wfl.at/en