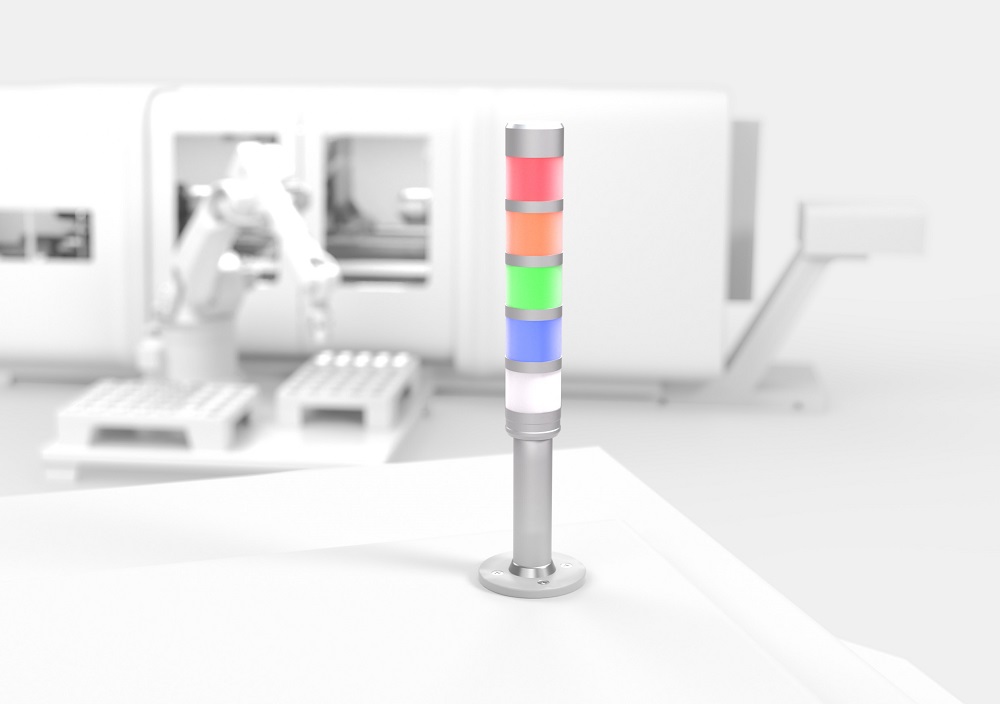
Leuze is introducing new tower lights for machine tools in a robust aluminium housing.Thecompany says that its TL 305 series impresses with bright and homogeneous illumination as well as an optional IO-Link interface.
Tower lights are indispensable in machine tools construction, making status, faults and ongoing processes clearly visible from a distance.The new Leuze tower lights of the TL 305 series can do all of this extremely reliably, reports Leuze,lighting up brightly, uniformly and fully. This capability enables optimum signalling, whether at the machine, on the conveyor belt or for access control. The compact towers are available preconfigured with three, four, or five segments.
Leuze’s new range of tower lights includes TL 305 models with a predefined colour assignment, as well as TL 305-IOL models with an IO-Link interface. The IO-Link variants allow different operating modes and provide an extensive selection of colours. On request, the tower lights are also available with an additional acoustic signaller.
System operators benefit from the immediate usability of the tower lights. The M30 thread and M12 connectors make them easy to install, while matching accessories simplify installation. A robust design characterises all models of the series, where the aluminium housing allows use of the tower lights even in demanding industrial environments.
The IO-Link version TL 305-IOL, with its different operating modes, offers maximum flexibility. It is possible to actuate segments such as colour, intensity and lighting sequences individually via IO-Link using ‘Segment’ mode. Users can also deploy ‘Level’ mode to visualise fill levels. If fast commissioning is required, users can actuate eight predetermined or user-defined configurations via the three external trigger inputs, even without an IO-Link connection.
For further information www.leuze.com