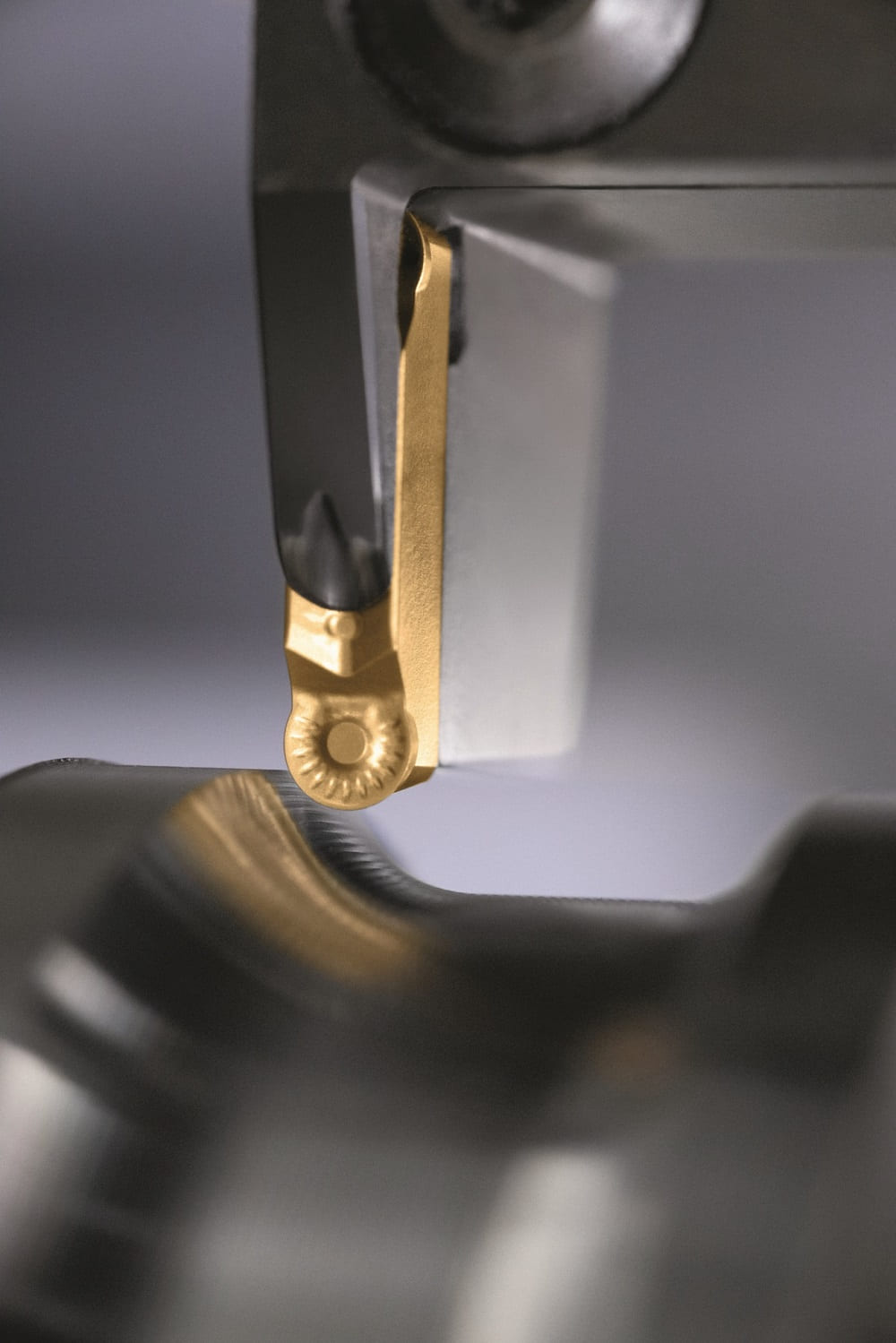
Walter is launching its patent-pending Tiger·tec Gold WSM33G grade: the company’s first PVD grade to accommodate the high loads that occur during grooving operations. The cutting tool material combines third-generation TiAlN with TiSiN to form a multi-layer coating with exceptional hardness and increased toughness, reports Walter.
A special post-treatment reduces friction and ensures a smooth surface, thereby optimising chip removal and process reliability. Furthermore, the gold top layer makes it easier for users to detect wear. Walter uses the new PVD coating on single-edged SX cutting inserts with positive engagement and a self-clamping system. It is also applicable to indexable inserts from the double-edged DX18 system, where a second prism ensures stability in the insert seat.
For manufacturers, the fact that this grade is usable with both systems delivers maximum versatility as it caters for all insert widths from 1.0 to 10mm. Another advantage of the Tiger·tec Gold WSM33G grade is its adaptability, even under challenging conditions. Walter says the universal grade is suitable for 75% of all applications, including grooving and parting-off, groove and copy turning,and slot milling.
The system can undertake these operations on a range of materials, including steel (ISO P30), stainless steel (ISO M30) and materials with difficult cutting properties (ISO S30). Offering universal application, long tool life and high resistance of the multi-layer coating against plastic deformation and flank face wear, Walter says that its WSM33G grooving inserts are a productive and reliable choice.
For further information www.walter-tools.com