The serial production of large gears requires a high level of quality, excellence and continuity in production. Particular emphasis is on maximising the synergy between the grinding machine, grinding process and grinding wheel. After several successful trials on various Klingelnberg Höfler Rapid series grinding machines carried out at various customer production facilities, Krebs & Riedel has received several significant orders for grinding large gears and introduced its new premium grinding wheels with high process reliability.
Krebs & Riedel is a major manufacturer of grinding wheels for gear grinding in the automotive and EV sector. Now, with its new Blue Moon TZ premium product range, the company is expanding into other sectors that require large gears, such as wind turbines.
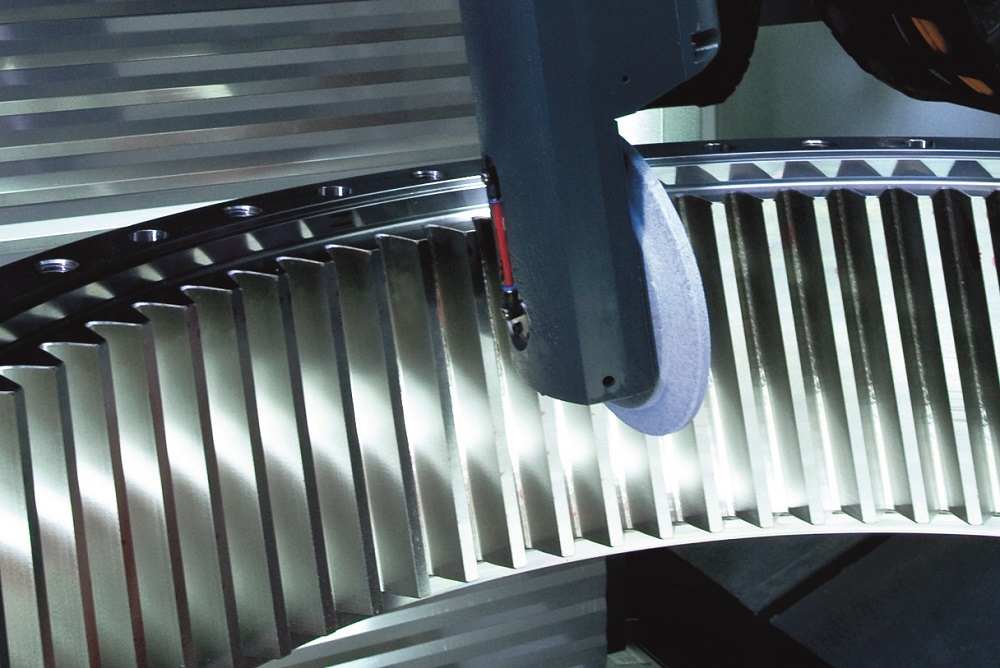
“In some tests, the material removal rate (Q’w) was more than 30 mm³/mm,” says Sigurd De Ridder, senior application engineer at Krebs & Riedel, who conducts trials and process optimisation for customers worldwide. “Precision-shaped abrasive grains are state of the art today. Blue Moon TZ is self-sharpening, very sharp-edged, microcrystalline and has an elongated trapezoidal shape.”
According to Krebs & Riedel, the homogeneous pore structure of Blue Moon TZ contributes to an extreme improvement in the entire cooling system during grinding. Due to the open structure, coolant immediately floods the whole grinding wheel. Even with extreme material removal rate, the coolant transports chip away from the contact surface, avoiding heat input that could lead to thermal damage of the gear.
On average, tests on Klingelnberg Höfler Rapid 2500 machines showed the following grinding results: a cooler grind and a longer tool life, combined with up to 20% faster grinding time compared with standard grinding wheels. In dressing tests, the average result showed 20% longer dressing intervals and 30% less infeed.
For further information www.krebs-riedel.com