Kennametal has introduced the FBX drill for the flat-bottom drilling of structural aerospace parts. The patented FBX drill delivers high stability and up to 200% higher metal removal rates when machining high-temperature alloys and stainless steel, reports the company.
Quickly removing large amounts of material remains a challenge for aerospace structural components.
Traditionally, the first process step is to enter the material by using ramping techniques. This is a time-consuming process and low metal removal rates are the norm.
Says Georg Roth, product manager at Kennametal: “Our FBX drill dramatically speeds up the machining process by combining the advantages of a flat-bottom drill and a Z-axis plunge mill. The flat bottom design eliminates radial forces while four effective cutting edges provide increased feeds and speeds, leading to up to 200% higher metal removal rates than traditional ramping techniques and freeing up capacity for aerospace manufacturers.”
Once the drill has shaped the basic structure of the component, roughing and finishing with indexable and solid end mills are the next process steps.
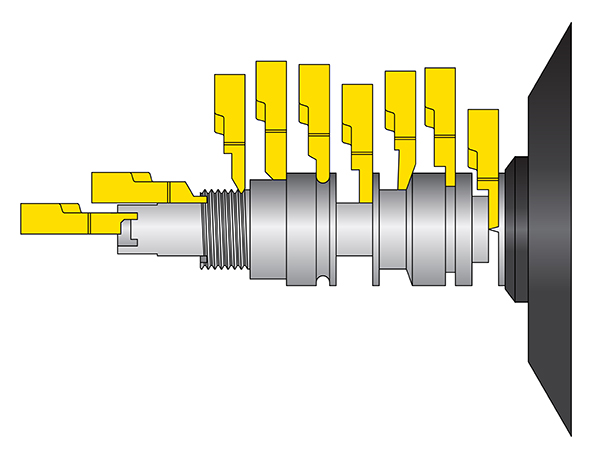
Four effective cutting edges provide stability in challenging applications like chain-hole drilling, while large chip flutes ensure hassle-free chip evacuation. Supported by a series of exchangeable coolant nozzles to help eliminate heat build-up, the drill point is characterised by a centre insert with two effective cutting edges and chip splitters for maximum feed capabilities.
The drill bodies are available in diameters 60, 75 and 90 mm, and come in a long and short version (150 and 95 mm).
Design modularity means the drill connects to Kennametal’s bolt taper flange (BTF) mount adapters – available in various spindle connection types.
For further information
www.kennametal.com