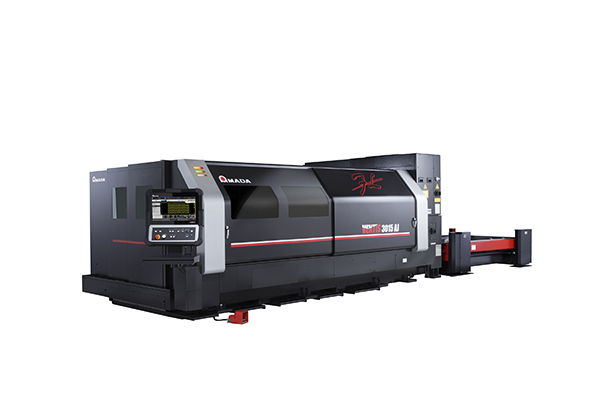
The Ventis-3015AJ from Amada is the first fibre laser cutting machine to feature the company’s LBC (Locus Beam Control) technology, which improves both processing quality and productivity in stainless steel and aluminium. The machine also features a newly developed, high-brightness fibre-laser oscillator with single diode module (4 kW).

On conventional fibre laser cutting machines, energy density reduces as material thickness increases, leading to a lack of efficiency and the need for de-focusing the beam. Conversely, the use of LBC Technology, which is said to be a world first for the laser-cutting market, offers flexible beam pattern control matched to each application, while retaining high-efficiency cutting and high energy density. De-focusing is therefore no longer required. In short, LBC Technology can freely manipulate the laser beam to create an infinite number of locus patterns that are advantageous to cutting performance.
For manufacturers of conventional fibre-laser systems, the only way to negate the loss of energy density is to increase the power output of the laser oscillator, but this comes at a cost, both in terms of purchase price and greater electricity consumption. In contrast, the new Ventis, with its specially developed, 4 kW single diode module oscillator and LBC technology can reduce electricity bills by 30%, says Amada.
LBC technology can operate in three primary modes: productivity mode, quality mode and kerf-control mode. The most notable gains from integrated LBC technology are available on stainless steel up to 20 mm thick, and aluminium up to 18 mm. Ventis can also be used for processing many other materials, including mild steel (up to 25 mm), brass
(10 mm) and copper (8 mm).
For further information www.amada.co.uk