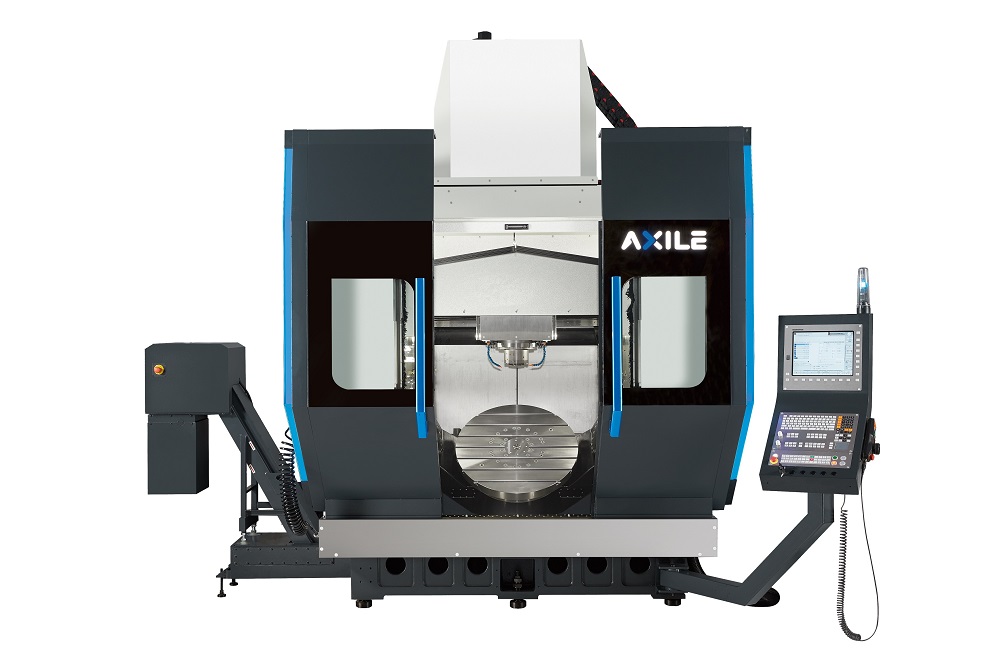
The Engineering Technology Group (ETG) is introducing the new G8 machining centre from Axile. Since entering into an agreement with Axile to become the exclusive UK and Ireland technology partner, ETG is already enjoying a significant level of enquiries for the range of five-axis VMCs, heavy-duty double-column machining centres and mill-turn machine tools.
With a maximum loading capacity of up to 1300kg on a swivelling rotary table, the agility of the G8 enables the production of various large components. Also in the G8 Series is the G8 MT. This machine option offers both milling and turning in one machine, increasing operational flexibility, reducing set-up times and offering the potential to machine a wider variety of parts in a single set-up.
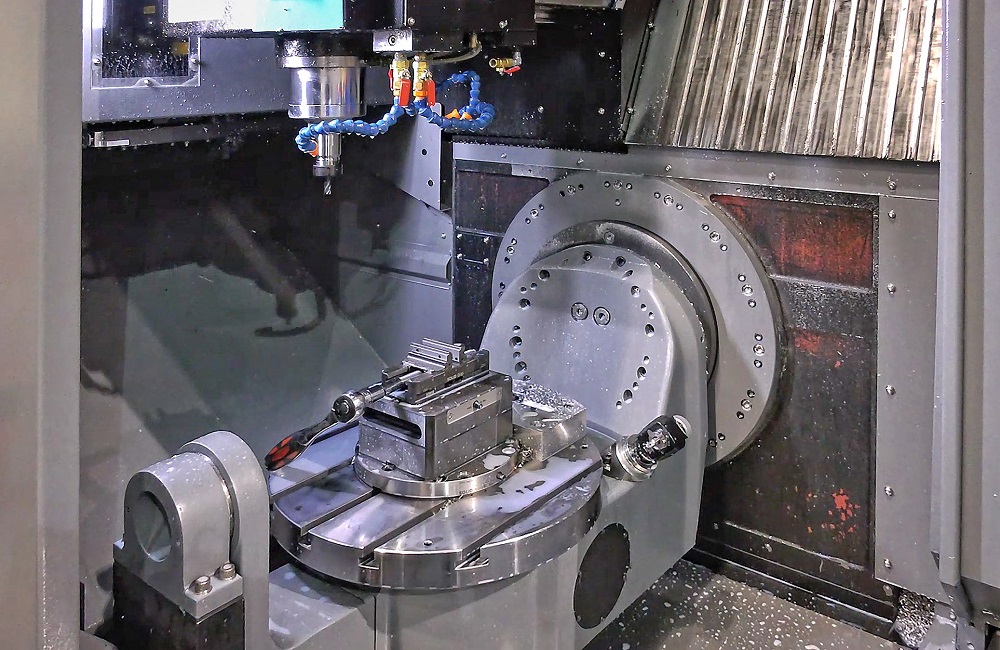
Axile builds the flexibility of the G8 and G8 MT upon a high-quality cast base that offers a structural foundation which optimises vibration damping and limits thermal behaviour.From an agility perspective, both models have direct-driven servo motors, double symmetrical and synchronised axes, linear scales with 0.1μm resolution,and double roller type linear guideways – all features that minimise backlash, vibration and elasticity.
Regarding specification, both the G8 and G8 MT offer a table size of 800 mm diameter with X, Y and Z-axis travels of 670 x 820 x 600mm and a maximum feed rate of 60m/min. The swivelling A axis moves to ±120° with a 360° continuous C axis. As standard, the built-in spindle come with a 20,000rpm asynchronous motor supplied with tools from two carousels that offer 32/64 position tool-change capability. The machine can also feature larger magazines with up to 120 positions.
For further information www.engtechgroup.com